

7. Методика выбора контрольного прибора по точности измерения.
Любой линейный размер может быть измерен различными измерительными средствами, обеспечивающими точность измерения. Выбор измерительных средств зависит от ряда факторов, основными из которых являются: точность изготовления измеряемой детали, метод контроля и его точность, конструктивные особенности детали и экономические показания назначенных средств измерения.
Требуемая точность измерения может быть получена только при правильном выборе средств и условий измерений.
Принцип выбора средств измерения по точности заключается в сравнении предельной погрешности измерений с допустимой погрешностью. Предельная погрешность не должна превышать допустимую. Предельная (суммарная) погрешность измерения определяется совокупностью погрешностей в которую входят:
Погрешность показаний измерительного средства.
Погрешность установочных мер и образцов, посредством которых настраивается прибор.
Предельная погрешность измерения вертикального оптиметра может быть определена по таблице 1.
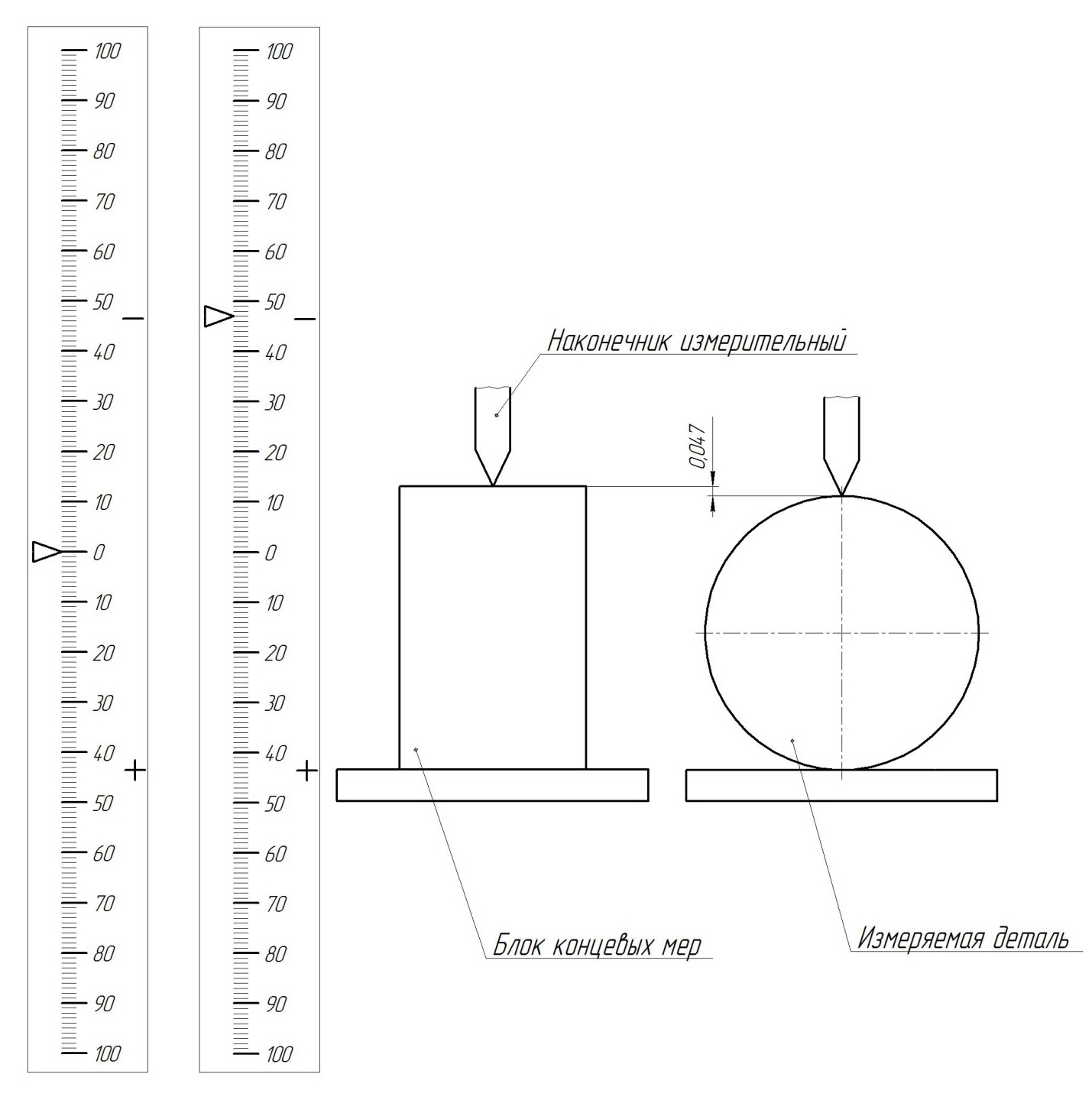
Рис. 3.
Порядок проведения работы
Ознакомиться с устройством, техническими характеристика и методикой измерения на вертикальном оптиметре ИКВ.
Вычертить эскиз измеряемой детали, проставить размеры согласно предлагаемому чертежу и сделать их анализ.
Провести измерение соответствующих по точности размеров на вертикальном оптиметре.
Действительные размеры сравнить с предельными размерами по чертежу и дать заключение по каждому размеру.
Таблица 1
Допустимые погрешности измерения линейных размеров до 500 мм
Квалитеты |
Интервалы размеров,мм |
Допуст. погреность в % от допуска |
||||||||
до 3 |
св. 3 до 6 |
св. 6 до 10 |
св. 10 до 18 |
св. 18 до 30 |
св.30 до 50 |
св.50 до 80 |
св. 80 до 120 |
св 120 до 180 |
||
|
||||||||||
6 |
|
|
|
|
|
|
|
|
|
30-25 |
7 |
|
|
|
|
|
|
|
|
|
30-25 |
8 |
|
|
|
|
|
|
|
|
|
25 |
9 |
|
|
|
|
|
|
|
|
|
25 |
10 |
|
|
|
|
|
|
|
|
|
25-20 |
11 |
|
|
|
|
|
|
|
|
|
25-20 |
12 |
|
|
|
|
|
|
|
|
|
25-20 |
13 |
|
|
|
|
|
|
|
|
|
20 |
14 |
|
|
|
|
|
|
|
|
|
20 |

Все результаты проведенной работы занести в таблицу измерений (табл.3).
Таблица 2
Предельная погрешность измерения на вертикальном оптиметре
Средство измерений |
Разряд концевых мер |
Интервалы размеров, мм |
|||||||
1-3 |
3-6 |
6-18 |
10-30 |
30-50 |
50-80 |
80-120 |
120-180 |
||
Предельные погрешности измерения,мкм |
|||||||||
Оптиметры вертикальные |
5(2) |
0,7 |
0,7 |
0,9 |
1,0 |
1,2 |
1,6 |
2,5 |
3,8 |
4(1) |
0,4 |
0,45 |
0,6 |
0,7 |
1,0 |
1,4 |
2,5 |
3,5 |
|
3(0) |
0,3 |
0,35 |
0,4 |
0,6 |
0,6 |
0,8 |
1,2 |
1,8 |
|
Таблица 3
Результаты измерений
№ |
Размер по чертежу |
Состав блока КМД |
Размер блока КМД, мм |
Дайств. отклонение, мм |
Действите-льный размер, мм |
|
|
|
|
|
|