

Минобрнауки россии
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Юго-Западный государственный университет»
(ЮЗГУ)
Кафедра машиностроительных технологий и оборудования
УТВЕРЖДАЮ
Первый проректор –
Проректор по учебной работе
______________ Е.А. Кудряшов
«____» _______________ 2012 г.
Измерение размеров детали абсолютным методом
Методические указания по выполнению лабораторной работы № 1
по дисциплине «Метрология, стандартизация и сертификация»
для студентов специальностей 151001.65 «Технология машиностроения», 151003.65 «Инструментальные системы машиностроительных производств», 100101.65 «Сервис» (специализация автосервис) очной и заочной форм обучения
Курск 2012
УДК 621.(923)
Составители: О.С. Зубкова, А.Н. Кальченко
Рецензент
Канд. техн. наук, доцент кафедры
«Машиностроительные технологии и оборудование»
А.А. Горохов
Измерение размеров детали абсолютным методом: методические указания по выполнению лабораторной работы №1 / Юго-Зап. гос. ун-т; сост.: О.С. Зубкова, А.Н. Кальченко. Курск, 2012. 16 с., ил. 3, табл. 1, Библиогр.: 16 с.
Излагаются методические указания по выполнению лабораторной работы № 1, относящихся к измерению детали абсолютным методом, и , в частности, ознакомление со штангенциркулем, штангенглубиномером, микрометром и овладения приемами и навыками измерения им.
Методические указания соответствуют требованиям ГОС-2000 2000 по направлению подготовки дипломированных специалистов 657800 «Конструкторско-технологическое обеспечение машиностроительных производств» 151001.65 «Технология машиностроения», 151003.65 «Инструментальные системы машиностроительных производств», 100101.65 «Сервис» (специализация автосервис) очной и заочной форм обучения
Работа предназначена для студентов дневной и заочной форм обучения.
Текст печатается в авторской редакции
Подписано в печать . Формат 60x84 1/16. Печать офсетная.
Усл. печ. л. . Уч. - изд. л. . Тираж 30 экз. Заказ . Бесплатно.
Юго-Западный государственный университет.
305040, Г. Курск, ул. 50 лет Октября, 94.
Цель работы:
- раскрытие понятия абсолютного метода измерения;
- освоение методики выбора измерительного инструмента по точности измерения;
- изучение конструкции штангенциркуля, штангенглубиномера и микрометра, их метрологических характеристик;
- приобретение навыка пользования штангенциркулем, штангенглубиномером и микрометром.
Инструменты и материалы для работы.
Штангенциркуль ШЦ-II (ГОСТ 166-80) с величиной отсчета по нониусу 0,05 и 0,1 мм, предел измерения до 200 мм.
Штангенглубиномер (ГОСТ 162-80) с величиной отсчета по нониусу 0,05 мм, предел измерения до 250 мм.
Микрометры гладкие (ГОСТ 6507-78) предел измерения 25-50 мм.
Чертеж детали.
Деталь цилиндрической формы для проведения измерений.
1. Понятие об абсолютном методе измерений
При абсолютном методе измерений чтение результата измерения производят непосредственно по показаниям измерительного прибораю. Отличительным признаком измерительных средств для абсолютных измерений является наличие у них штриховых мер (линейных шкал), с которыми сравнивается измеряемая величина. Точность измерительных средств для абсолютных измерений ограничена точностью изготовления шкал.
Наиболее распространенными средствами для абсолютных измерений являются штангенинструменты и микрометрические инструменты.
2. Устройство, техническая характеристика и методика измерений штангенциркулем ШЦ-II (ГОСТ 166-80)
Штангенциркуль предназначен для измерения внутренних и наружных размеров абсолютным методом.
Устройство штангенциркуля ШЦ-II и основные элементы конструкции показано на рис.1. Штангенциркуль имеет две шкалы: основная находится на штанге 7, дополнительная находится на нониусе 9. Нижняя пара губок служит для наружных и внутренних измерений; верхняя пара губок, имеющих заострение, служит для разметки, а также для наружных измерений.
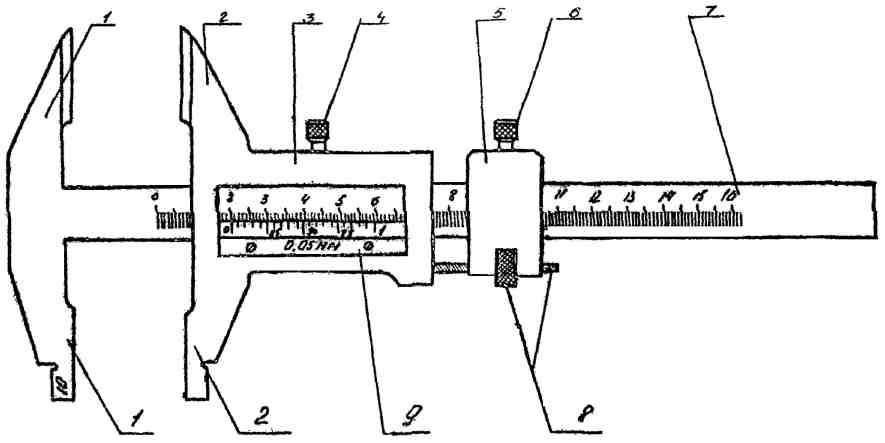
Рис. 1. Штангенциркуль ШЦ-II (ГОСТ 166-80)
1 - неподвижные измерительные губки; 2 - подвижные измерительные губки; 3 -рамка; 4 – зажим рамки; 5 – рамка микрометрической подачи; 6- зажим рамки микрометрической подачи; 7 – штанга; 8 гайка; 8 – гайка и винт микрометрической подачи рамки; 9- нониус
Технические характеристики:
Предел измерений, мм от 0 до 200
Величина отсчета по нониусу, мм 0,05 или 0,1.
Погрешность измерения, мм 0,05 или 0,1.
Последовательность измерения. При измерении штангенциркулем измерительные поверхности губок доводят до требуемого размера путем соприкосновения с проверяемой поверхностью, проверяя по этом правильность их положения (отсутствие перекосов и нормальности усилия при перемещении), закрепляют рамку 3, читают показания.
При измерении наружных размеров деталь сжимается внутренними измерительными поверхностями нижних губок.
При измерении внутренних размеров наружные измерительные поверхности губок приводят в соприкосновение со стенками отверстия. При этом к показаниям штангенциркуля прибавляется толщина губок указанная на них.
Нониусы.
Нониус с величиной отсчета 0,05 мм. Длина нониуса равна 39 мм, он разделен на 20 частей. Интервал деления нониуса составляет 39:20=1,95 мм, т.е. на 0,05 мм меньше целого числа. Величина С=0,05 мм и является величиной отсчета по нониусу.
Нониус с величиной отсчета 0,1 мм. Длина нонуса равна 19 мм, он разделен на 10 частей. Одно деление нониуса составляет 19:10=1,9 мм, т.е. на 0,1 мм меньше целого числа. С=0,1 является величиной отсчета по нониусу.
При не нулевом показании штрих нониуса находится до ближайшего справа штриха штанги на расстоянии, равном величине отсчета (0,05 или 0,1 мм) умноженной на порядковый номер штриха нониуса не считая нулевого.
Чтение показаний на штангенциркуле (рис 2).
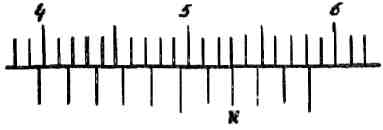
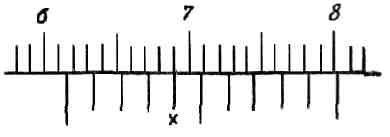
а) б)
39 мм + 0,1× 7 = 39,7 61мм + 0,1 × 4 = 61,4 мм
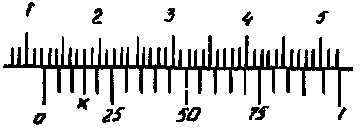
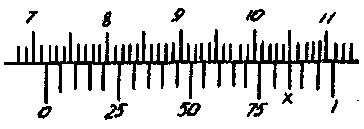
в) г)
12 мм +0,05×3=12,15 мм 71мм+0,75+0,5×2=71,85
Рис. 2. Примеры чтений показаний при измерении штангенциркулем и штангенглубиномером с величиной отсчета по нониусу
0,1 мм (а, б) и 0,05 (в,г).
Целое число миллиметров отсчитывается по шкале штанги 7 слево направо штрихом нониуса. Дробная величина определяется умножением величины отсчета нониуса (не считая нулевого) точно сов падающего со штрихом штанги. Таким образом, отсчет измеряемой величины А по шкале с нониусом складывается из отсчета целых делений по шкале штанги и отсчета дробной части деления по шкале нониуса, т.е.
А = N + КС, (1)
где А – измеряемая величина;
N – целое число делений шкалы штанги, указываемое нулевым
штрихом нониуса;
К – номер штриха нониуса (не считая нулевого) точно
совпадающего с любым штрихом шкалы штанги;
С – величина отсчета по нониус.