

3. Побудова контрольної карти на основі альтернативних даних
Контрольні карти для альтернативних ознак створюються для процесів, кількісну характеристику яких можна одержати за допомогою підрахунку у загальній сукупності кількості об'єктів, що відповідають певним умовам. Найпоширенішою характеристикою є кількість дефектних виробів у партії виготовленої продукції. Можливі значення такої кількості виробів, що не відповідають вимогам, визначають за біноміальним законом розподілу. Якщо мірою якості є кількість невідповідностей на одиницю продукції, то вона підлягає закону розподілу Пуассона.
Розробка контрольної карти для часток невідповідностей починається з визначення частки виробів, що не відповідають встановленим вимогам, у кожній вибірковій партії. Частка невідповідностей визначається як відношення кількості у сукупності елементів або виробів, що не відповідають вимогам, до загальної кількості елементів (виробів) сукупності. Вироби можуть мати кілька ознак якості, за якими вони оцінюються одночасно. Виріб може не відповідати вимогам за однією або кількома ознаками. Звичайно частка невідповідностей визначається у сотих від цілого, але іноді можна подавати її у відсотках. Таким чином, для кожної дослідженої вибірки продукції обсягом n одиниць можна визначити вибіркову частку p кількості невідповідних виробів d.
Таблиця 3.1 - Вихідні дані для побудови контрольних карт для альтернативних ознак
Номер вибірки |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
10 |
Кількість дефектних виробів |
3 |
2 |
3 |
4 |
1 |
3 |
1 |
2 |
2 |
Процент невідповід-ностей |
0,2 |
0,13 |
0,2 |
0,27 |
0,067 |
0,2 |
0,067 |
0,13 |
0,13 |
Номер вибірки |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
19 |
20 |
Кількість дефектних виробів |
1 |
1 |
2 |
0 |
3 |
3 |
5 |
2 |
1 |
Процент невідповід-ностей |
0,067 |
0,067 |
0,13 |
0 |
0,2 |
0,2 |
0,33 |
0,13 |
0,067 |
Таким чином, для кожної дослідженої вибірки продукції обсягом n=15 одиниць визначаємо вибіркову частку p кількості невідповідних виробів d за формулою
![]() (3.1)
(3.1)
Центральну лінію для контрольної карти часток невідповідностей визначаємо за формулою
 (3.2)
(3.2)
де d – кількість невідповідних виробів у партії (вибірці); n – обсяг партії i (вибірки); m – кількість досліджених партій (вибірок) виробів.
У вибірках № 1-19 маємо невідповідні вироби. Їх кількість у кожній вибірці та процент невідповідностей наведені у табл. 3.1.
Загалом кількість невідповідних виробів d = 2, тому
![]()
Оскільки
дисперсія якісної ознаки визначається
![]() ,
то вибіркове стандартне відхилення
дорівнює
,
то вибіркове стандартне відхилення
дорівнює
![]() .
Для вибірки обсягом n одиниць
середньоквадратичне відхилення процесу
обчислюється так:
.
Для вибірки обсягом n одиниць
середньоквадратичне відхилення процесу
обчислюється так:
![]() (3.3)
(3.3)
Контрольні межі для контрольної карти часток невідповідностей встановлюються на відстані 3 середніх квадратичних відхилень процесу від центральної лінії і визначаються за формулами
![]() (3.4)
(3.4)
![]() (3.5)
(3.5)
Отже, характеристики контрольної карти часток невідповідностей такі
Нижня
контрольна межа має від`ємне значення,
тому її застосування не має сенсу.
Приймаємо
![]() .
.
Побудована контрольна карта часток невідповідностей зображена на рис. 3.1.
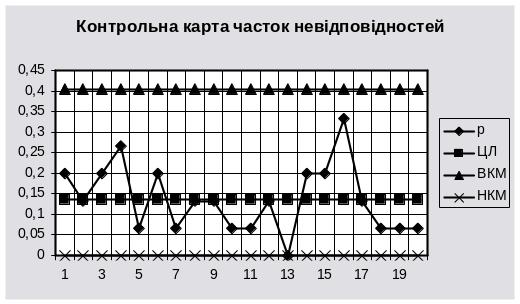
Рисунок 3.1 – Контрольна карта часток невідповідностей
Висновок. Контрольна карта (рис. 3.1) показує, що якість процесу знаходиться в керованому стані, частка невідповідностей відносно мала. Дані контрольні межі можуть бути використані для майбутніх підгруп доти, поки процес не зміниться або вийде зі статистично керованого стану. Коли ж процес знаходиться в стані статистичної керованості, навряд чи можливе яке-небудь удосконалення без зміни самого процесу. Розподіл точок на контрольній карті відносно верхньої та нижньої межі практично рівний. Технологічний процес потребує подальшого уважного спостереження, оскільки між точками виборок 13 та 16 спостерігається великий розкид значень точок. Можливо процес потребує поліпшення. Якщо процес поліпшили, треба обчислити різні контрольні межі для наступних підгруп, які б відображали зміну у процесі. Якщо процес було поліпшено (зменшене значення р), використовуються нові межі, але якщо процес погіршився (підвищене значення p), необхідно шукати додаткові встановлювані причини.