

8.2. Планировки ртк
Роботизированные технологические комплексы могут входить в автоматизированные участки и линии цеха. ПР здесь выполняет вспомогательные операции типа «взять – положить», а иногда и основные операции – сборку, сварку, окраску.
В линейной планировке РТК (рис. 9) отсутствует межоперационная транспортная система, а передача предметов производства от одного станка к другому осуществляется непосредственно входящими в них ПР. Такие РТК могут быть иметь как централизованное управление, так и систему децентрализованного управления. Все станки работают синхронно в едином ритме, обеспечивая заданную программой последовательность рабочих операций и холостых ходов. Такие линии с прямой жесткой связью между станками наиболее просты и имеют наименьшую стоимость. Однако они требуют строго определенного взаимного расположения основного технологического оборудования.
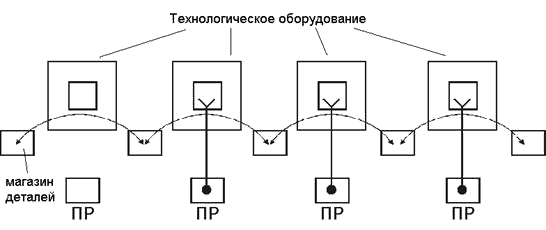
Рис. 9. Линейная планировка РТК
Схема цеха
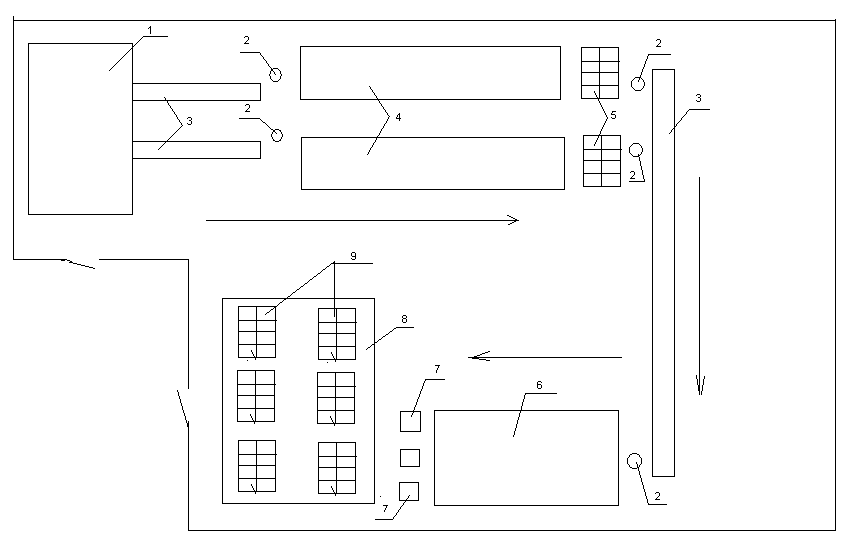
1 – склад исходных компонентов; 2 – промышленные роботы; 3 – ленточный конвейер; 4 – технологическая линий изготовления плит пенополистирольных; 5 – накопители; 6 – участок контроля качества готовой продукции; 7 – самоходные электрические штабелеры; 8 – склад хранения готовой продукции; 9 – стеллажи.
Литература:
http://www.bestrobots.ru/
http://www.integrator.by/
http://www.probuild.ru/
http://www.inppk.ru/
http://www.penoceh.ru