

Допустимая наибольшая разность толщин деталей, свариваемых встык без скоса кромок
-
ГОСТ
Толщина тонкой детали, мм
Разность толщин деталей, мм
5264-80*
1-4
1
5-20
2
21-30
3
св. 30
4
8713-79*
2-4
1
5-30
2
31-40
4
св. 40
6
14771-76*
2-3
1
4-30
2
31-40
4
св. 40
6
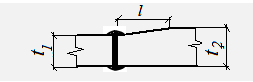
Таблица 4
Величины скосов деталей, имеющих большие толщины в стыковых соединениях
Односторонний скос |
Двусторонний скос |
|
|


Таблица 5
Сварные соединения, наиболее часто применяемые при изготовлении и монтаже металлоконструкций
Вид соединения |
Форма подготовки кромок |
Эскиз |
Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых |
||
автоматической и полуавтоматической сваркой, ГОСТ 8713-79* |
сваркой в защитных газах ГОСТ 14771-76* |
ручной сваркой ГОСТ 5264-80* |
|||
Стыковое |
без разделок кромок |
|
С29-АФф 2-22 |
С7-УП 3-12 |
С7 2-5 |
с разделкой одной кромки |
|
С9-АФк 8-20 |
С12-УП 3-60 |
С12 3-60 |
|
с двумя симметричными разделками одной кромки |
|
С15-АФ 20-30 |
С15-УП 8-100 |
С15 8-100 |
|
с разделкой двух кромок |
|
С21-АФ ПФ 14-30 |
С21-УП 3-60 |
С21 3-60 |
|
с криволинейными разделками двух кромок |
|
С23-АФ 15-160 |
С23-УП 15-100 |
С23 15-100 |
|






Продолжение таблицы 5
Вид соединения |
Форма подготовки кромок |
Эскиз |
Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых |
||
автоматической и полуавтоматической сваркой, ГОСТ 8713-79* |
сваркой в защитных газах ГОСТ 14771-76* |
ручной сваркой ГОСТ 5264-80* |
|||
Стыковое |
с разделкой двух кромок |
|
С19-АФоПФо 8-30 |
С19-УП 3-60 |
С19 6-100 |
с двумя симметричными разделками двух кромок |
|
С25-АФПФ 18-60 |
С25-УП 6-120 |
С25 8-120 |
|
Угловое |
без разделки кромок |
|
У5-АФшПФш 4-14 |
У5-УП 8-30 |
У5 2-30 |
с разделкой одной кромки |
|
У7-АФшПФш 8-20 |
У7-УП 6-60 |
У7 3-60 |
|
с двумя несимметричными разделками одной кромки |
|
У3-АФшПФш 20-40 |
- |
- |
|







Продолжение таблицы 5
Вид соединения |
Форма подготовки кромок |
Эскиз |
Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых |
||
автоматической и полуавтоматической сваркой, ГОСТ 8713-79* |
сваркой в защитных газах ГОСТ 14771-76* |
ручной сваркой ГОСТ 5264-80* |
|||
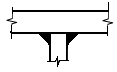
Тавровое |
без разделки кромок |
|
Т1-АФ ПФ 3-40 |
Т1-УП 0,8-40 |
Т1 2-40 |
без разделки кромок |
|
Т3-АФшПФш 3-20 |
Т3-УП 0,8-40 |
Т3 2-40 |
|
с разделкой одной кромки, шов двусторонний |
|
Т7-АФшПФш 8-30 |
Т7-УП 3-60 |
Т7 3-60 |
|
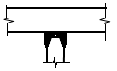
с двумя симметричными разделками кромки с полным проваром |
|
Т8-АФ ПФ 16-40 |
Т8-УП 6-80 |
Т8 8-100 |
|
с двумя симметричными разделками кромки с неполным проваром |
|
- |
Т9-УП 12-100 |
Т9 12-100 |
|
с разделкой одной кромки, шов односторонний |
|
- |
Т6-УП 3-60 |
Т6 3-60 |
|




Продолжение таблицы 5
Вид соединения |
Форма подготовки кромок |
Эскиз |
Условные обозначения сварных соединений, способов сварки, пределы толщин элементов свариваемых |
||
автоматической и полуавтоматической сваркой, ГОСТ 8713-79* |
сваркой в защитных газах ГОСТ 14771-76* |
ручной сваркой ГОСТ 5264-80* |
|||
Нахлесточное |
без разделки кромок |
|
Н1-АФ ПФ 1-20 |
Н1-УП 0,8-60 |
Н1 2-60 |
без разделки кромок |
|
Н7-АФ ПФ 1-20 |
Н7-УП 0,8-60 |
Н7 2-60 |
|



Примечание. В таблице 5 приняты следующие обозначения способов сварки: АФ – автоматическая на весу; АФф – автоматическая на флюсовой подушке; АФо – автоматическая на остающейся подкладке; АФш – автоматическая с предварительным наложением подварочного шва; АФк – автоматическая с предварительной подваркой корня шва; ПФ – полуавтоматическая на весу; ПФо - полуавтоматическая на остающейся подкладке; ПФш - полуавтоматическая с предварительным наложением подварочного шва; УП – в углекислом газе или его смеси с кислородом плавящимся электродом.
Таблица 6