

Елементи режиму різання при свердлінні, зенкеруванні і розвертанні
Глибина різання t, мм при свердлінні отворів в суцільному матеріалі – це половина діаметра свердла:
![]() ,
,
де d – діаметр свердла (діаметр отвору),
а при розсвердлюванні, зенкеруванні та розвертанні
,
де D – діаметр отвору після обробки, мм; d – діаметр отвору до обробки, мм.
Подача s, мм/об – переміщення ріжучого інструмента вздовж осі за один оберт.
Швидкість різання V, м/хв – це колова швидкість точки ріжучого леза, найбільше віддаленої від осі свердла
,
де D – діаметр ріжучого інструмента, мм; n – частота обертання шпинделя верстата, хв-1.
Складові частини верстата 2А135 (Рисунок 2.3)
– плита фундаментна;
– стіл;
– шпиндель;
– коробка подач;
– шпиндельна головка;
– електродвигун;
– рукоятка для переміщення шпинделя;
– станина;
– рукоятка підйому столу.
Методичні вказівки
Лабораторну роботу виконують групи студентів із трьох – чотирьох осіб.
Студенти вивчають будову вертикально-свердлильного верстата, основні вузли і частини та їх призначення, органи управління, технічні характеристики і технологічні можливості. Кожний студент виконує індивідуальне завдання, видане викладачем.
Зміст звіту по виконаній лабораторній роботі
найменування лабораторної роботи;
мета роботи;
оснащення роботи;
розшифровка марки верстата згідно системи ЕНІМВ;
короткі теоретичні відомості про обробку на свердлильних верстатах
рисунок загального вигляду верстата з позначенням його основних вузлів і органів управління;
призначення позначених на рисунку основних вузлів верстата і органів управління;
висновок по виконаній роботі;
індивідуальне завдання (на окремому аркуші).
Питання для самоперевірки
Елементи режиму різання при свердлінні, розсвердлюванні, зенкеруванні та розвертанні отворів та їх визначення.
Головний рух та рух подачі при роботі на вертикально-свердлильному верстаті.
Які роботи виконують на вертикально-свердлильних верстатах?
Пристрої для закріплення заготовок на столі вертикально-свердлильного верстата.
Призначення горизонтально-свердлильних верстатів.
Головний рух та рух подачі при роботі на горизонтально-свердлильному верстаті.
Способи закріплення інструментів в шпинделі вертикально-свердлильного верстата.
Що означають останні дві цифри в позначенні вертикально-свердлильних верстатів?
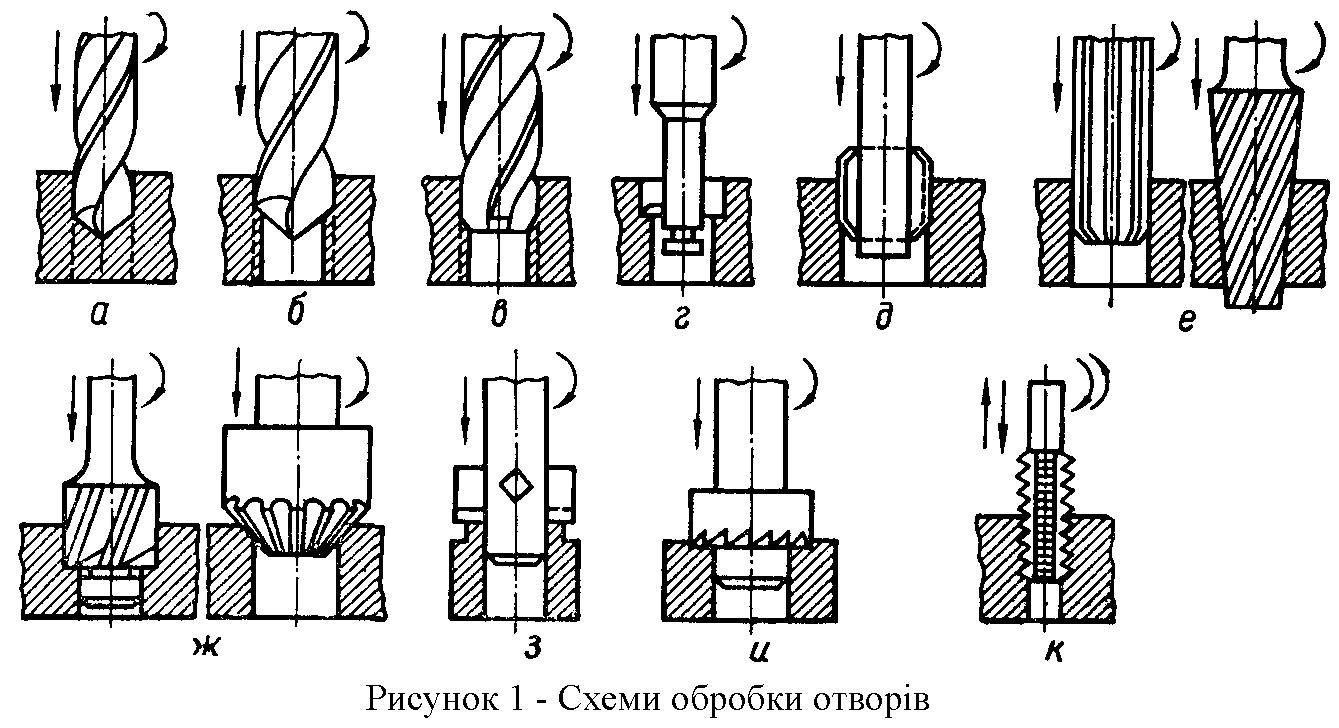
Рисунок 2.1 – Схеми обробки отворів
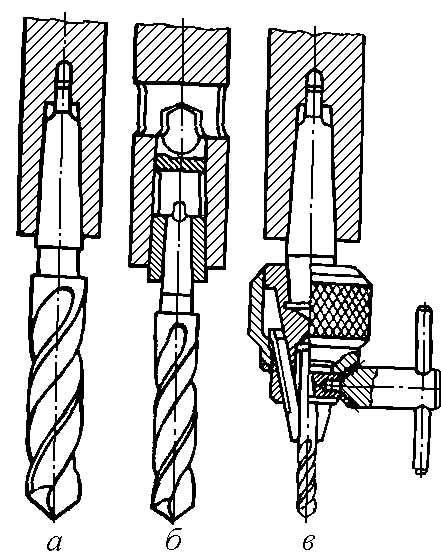
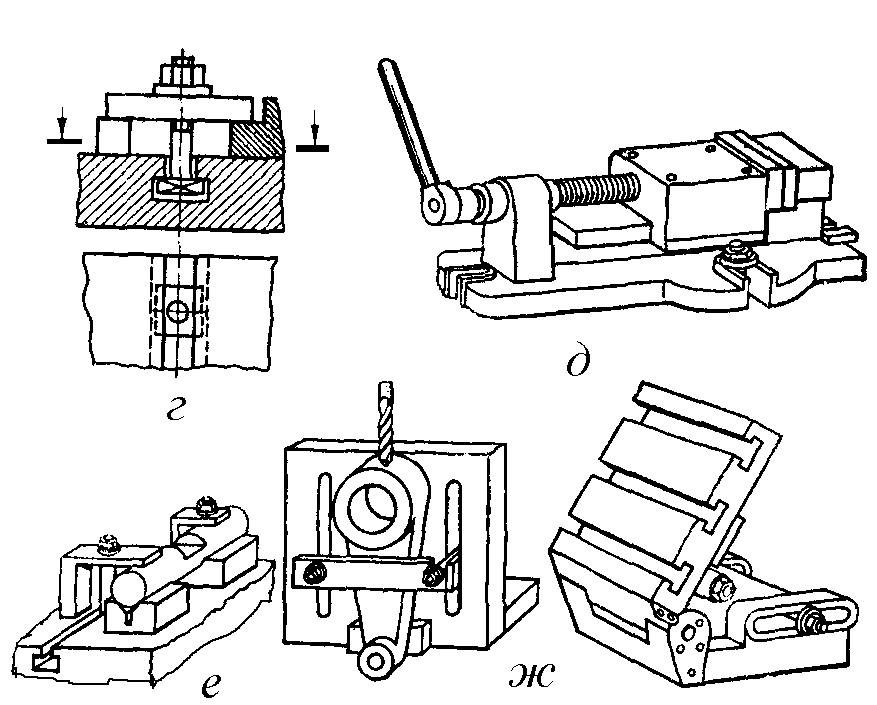
Рисунок 2.2 – Закріплення інструмента на свердлильних верстатах (а, б, в) та універсальні пристрої для встановлення і закріплення заготовок
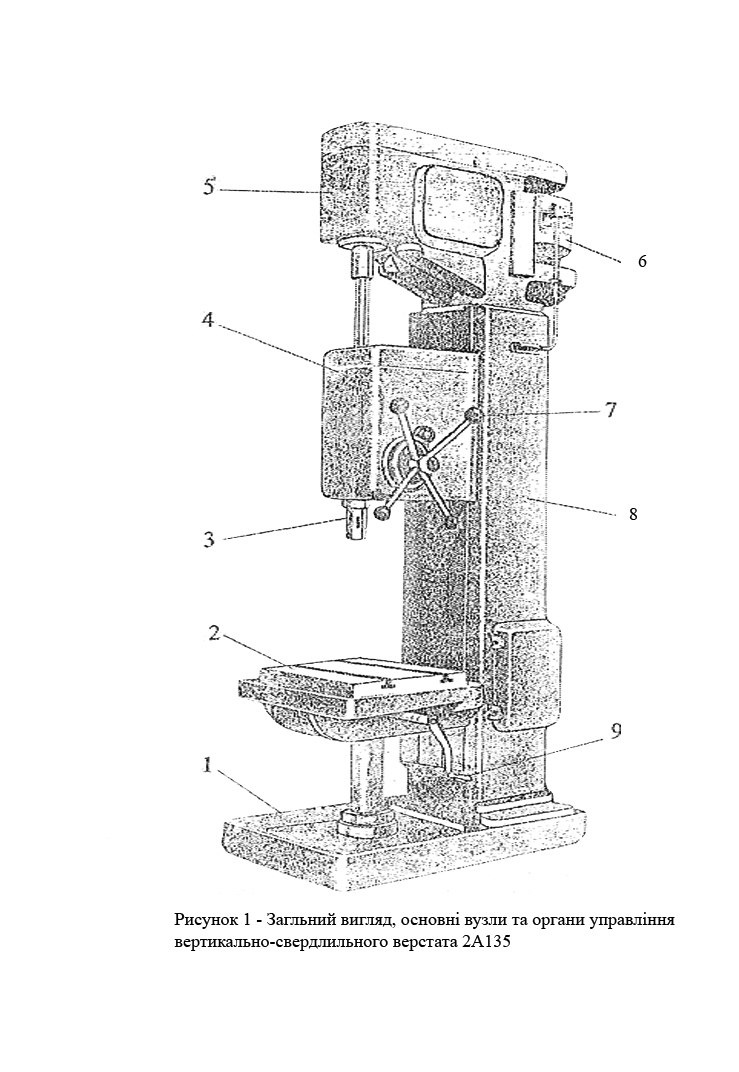
Рисунок 2.3 – Загальний вигляд, основні вузли та органи управління
вертикально-свердлильного верстата 2А13
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ ДО ЛАБОРАТОРНОЇ РОБОТИ № 2
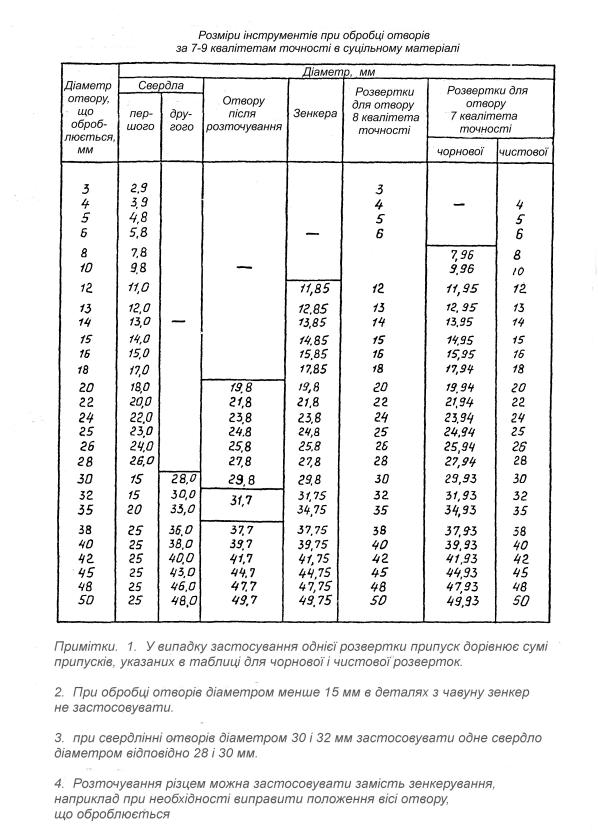
Завдання 1. Для вказаного діаметра отвору згідно варіанту з таблиці 2.1 вибрати з довідника (таблиця 2.2) різальні інструменти та їх розміри для обробки отворів за 7-8 квалітетам точності в суцільному матеріалі. Дані занести в таблицю 2.3.
Таблиця 2.1
Варіант |
Діаметр отвору |
Варіант |
Діаметр отвору |
Варіант |
Діаметр отвору |
Варіант
|
Діаметр отвору |
1 |
Ø35Н8 |
5 |
Ø15Н8 |
9 |
Ø22Н7 |
13 |
Ø14Н7 |
2 |
Ø40Н7 |
6 |
Ø50Н7 |
10 |
Ø38Н8 |
14 |
Ø16Н7 |
3 |
Ø25Н8 |
7 |
Ø42Н8 |
11 |
Ø45Н7 |
15 |
Ø20Н8 |
4 |
Ø20Н7 |
8 |
Ø42Н7 |
12 |
Ø45Н8 |
16 |
Ø38Н7 |
Таблиця 2.3
Діаметр отвору, мм |
Діаметр, мм |
|||||
Свердла |
Зенкера |
Розвертки для отвору 8 квалітету точності |
Розвертки для отвору 7 квалітету точності |
|||
першого |
другого |
чорнової |
чистової |
|||
|
|
|
|
|
|
|
Завдання 2. Згідно даних таблиці 2.3 та рисунку 2.4 виконати необхідні схеми обробки отвору з розмірами (для отворів 7 квалітету точності розвертку показувати тільки чистову). Сформулювати переходи до схем.
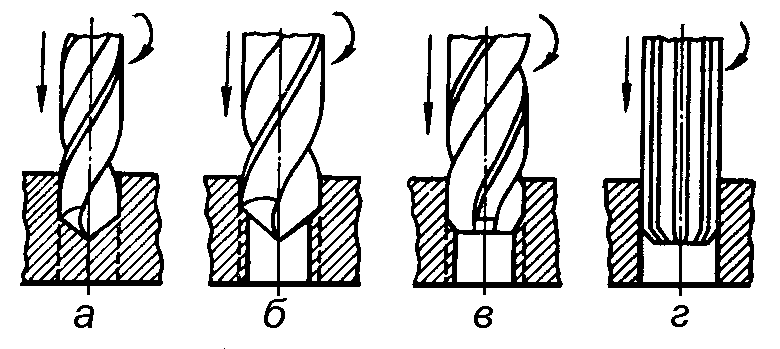
Рисунок 2.4 – Схеми обробки отворів
Таблиця 2.2
Приклад виконання індивідуального завдання до лабораторної роботи № 2:
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ ДО ЛАБОРАТОРНОЇ РОБОТИ № 2
Завдання 1. Для вказаного діаметра отвору згідно варіанту з таблиці 2.1 вибрати з довідника (таблиця 2.2) різальні інструменти та їх розміри для обробки отворів за 7-8 квалітетам точності в суцільному матеріалі. Дані занести в таблицю.
Варіант |
Діаметр отвору |
16 |
Ø38Н7 |
Таблиця
Діаметр отвору, мм |
Діаметр, мм |
|||||
Свердла |
Зенкера |
Розвертки для отвору 8 квалітету точності |
Розвертки для отвору 7 квалітету точності |
|||
першого |
другого |
чорнової |
чистової |
|||
Ø38Н7 |
25 |
36 |
37,75 |
- |
37,93 |
38 |
Завдання 2. Згідно даних таблиці та рисунку 2.1 виконати необхідні схеми обробки отвору з розмірами. Сформулювати переходи до схем.

Перехід 1 Перехід 2 Перехід 3 Перехід 4
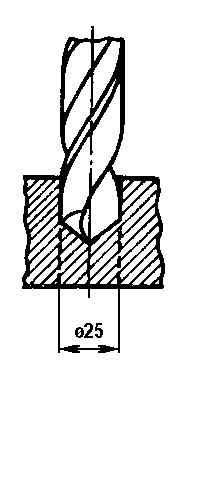
Перехід 1: Свердлити отвір ø25
Перехід 2: Розсвердлити отвір до ø36
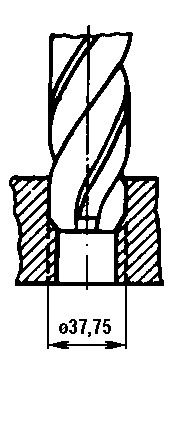
Перехід 3: Зенкерувати отвір до ø37,75
Перехід 4: Розвернути отвір до ø38Н7
Лабораторна робота № 3
Вивчення інструментів для обробки на токарних і свердлильних верстатах
Мета роботи
ознайомитись з основними інструментальними матеріалами;
ознайомитись з класифікацією токарних різців та застосуванням різців різних типів;
ознайомитись з центровими інструментами для обробки отворів.
Оснащення роботи
Комплект ріжучих інструментів: токарні різці, свердла, зенкери, розвертки, мітчики.
Плакати зі схемами обробки заготовок на токарно-гвинторізному та вертикально-свердлильному верстатах.
Послідовність виконання роботи
Ознайомитись з теоретичними відомостями про основні інструментальні матеріали
Вивчити класифікацію токарних різців, їх основні частини і елементи та ознайомитись із застосуванням різців різних типів
Ознайомитись з інструментами для обробки отворів: свердлами, зенкерами, розвертками, їх типами та основними частинами
Оформити звіт за результатами роботи
Стислі теоретичні відомості
Основні частини і елементи різця (Рисунок 3.1)
Різець складається з робочої частини, або головки і тіла, або стержня, який призначений для закріплення різця в різцетримачі. Головку різця заточують так, щоб утворити на ній такі поверхні: передню, якою сходить стружка, дві задні, обернені до заготовки, що обробляється. Перетин передньої і задніх поверхонь утворює різальні кромки різця. Різальну кромку, яка виконує основну роботу різання, називають головною різальною кромкою, а другу – допоміжною. Сполучення головної і допоміжної різальних кромок утворює вершину різця.
Задню поверхню, що проходить через головну різальну кромку, називають головною задньою поверхнею, а поверхню, яка проходить через допоміжну різальну кромку – допоміжною задньою поверхнею.