

Приклад виконання індивідуального завдання до лабораторної роботи № 3:
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ ДО ЛАБОРАТОРНОЇ РОБОТИ № 3
Приклад 1
Варіант Х
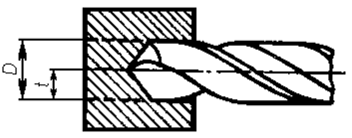
Завдання. Згідно варіанту порахувати глибину різання при свердлінні та наступному зенкеруванні отвору, якщо діаметр першого свердла 22 мм, а діаметр зенкера 23,8 мм. Виконати ескізи, проставити на них умовні розміри, показати глибину різання.
Розв’язання.
Глибина
різання
t
при свердлінні отвору:
![]() мм,
мм,
де d
– діаметр свердла;
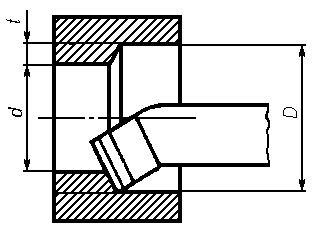
Глибина
різання
t
при зенкеруванні отвору:
![]() мм,
мм,
де D – діаметр зенкера, d – діаметр свердла.

Приклад 2
Варіант Х
Завдання. Згідно варіанту порахувати глибину різання при чорновому та наступному чистовому розточуванні внутрішньої циліндричної поверхні, якщо діаметр отвору до обробки 12,0 мм, діаметр отвору після чорнового розточування 15,2 мм, а діаметр отвору після чистового розточування 17,0 мм. Виконати ескізи, проставити на них умовні розміри, показати глибину різання.
Розв’язання.
Глибина
різання t
при чорновому розточуванні
![]() мм,
мм,
де D – діаметр отвору після чорнового розточування, d – діаметр отвору до обробки;
Глибина
різання t
при чистовому розточуванні
![]() мм,
мм,
де D – діаметр отвору після чистового розточування, d – діаметр отвору після чорнового розточування.
Лабораторна робота № 4
Будова горизонтально-/вертикально-/фрезерного консольного верстата і налагодження його на заданий режим різання
Мета роботи
• ознайомитись з основними типами фрезерних верстатів;
• ознайомитись з пристроями до фрезерних верстатів;
• ознайомитись з позначенням фрезерних верстатів;
• ознайомитись з будовою і технічними характеристиками горизонтально-фрезерного верстата 6Р81Г.
Оснащення роботи
Горизонтально-фрезерний верстат 6Р81Г
Лещата верстатні
Ріжучий інструмент: фреза дискова
Вимірювальний інструмент: зразки шорсткості, штангенциркуль
Послідовність виконання роботи
Ознайомитись з теоретичними відомостями про фрезерні верстати та пристроями до них
Ознайомитись з будовою і роботою горизонтально-фрезерного консольного верстата 6Р81Г
Оформити звіт за результатами роботи
Стислі теоретичні відомості
Типи фрезерних верстатів
Після верстатів токарної групи фрезерні є найпоширенішими металорізальними верстатами. Існує багато типів фрезерних верстатів: консольно-фрезерні (Рисунок 4.1), безконсольно-фрезерні, поздовжньо-фрезерні (Рисунок 4.2), шпонково-фрезерні, різьбофрезерні, копіювально-фрезерні, спеціальні та інші.
В залежності від положення вісі шпинделя розрізняють горизонтальні і вертикальні верстати; в залежності від наявності поворотного столу – прості і універсальні (зі столами).
Консольно-фрезерні верстати
Консольними верстати названо тому, що стіл їх розміщено на консольній балці (консолі), яка може переміщатися по вертикальних напрямних станини. Консольні верстати призначені для обробки невеликих по висоті і відносно неважких заготовок, що обумовлено розмірами столу (до 500 × 2000 мм) та найбільшою відстанню (до 500 мм) до торцю шпинделя (у вертикальних верстатів) або до його осі (у горизонтальних верстатів). На консольних верстатах можна виконувати різноманітні фрезерні роботи, вони є найбільш поширеними фрезерними верстатами.
За розмірами робочого столу верстати поділяються на номери. Чим більший номер, тим більший стіл за розмірами. Наприклад:
№ 0 – 200 × 800; № 1 – 250 × 1000; № 2 – 320 × 1250; № 3 – 400 × 1600
Консольні верстати поділяють на горизонтально-фрезерні, універсально-фрезерні, вертикально-фрезерні, широкоуніверсальні.
У горизонтально-фрезерного верстата вісь шпинделя розташована горизонтально, оброблювана деталь встановлюється на столі, який може переміщуватись в поздовжньому, поперечному, а разом з консоллю – у вертикальному напрямах. Фрези закріплюють на оправці, жорстко з'єднаній із шпинделем.
Універсально-фрезерні консольні верстати відрізняються від горизонтально-фрезерних тим, що між поперечними полозками і столом розташована поворотна частина, завдяки якій стіл може бути повернутий в горизонтальній площині на кут до ±45°. Це дає змогу на таких верстатах, крім звичайних робіт, нарізати зубчасті колеса з гвинтовими зубцями, гвинтові зуби в зенкерах, розвертках, фрезах і т.п.
Вертикально-фрезерний верстат побудований аналогічно горизонтально-фрезерному, але у нього відсутній хобот, шпиндель верстата знаходиться у фрезерній шпиндельній головці, вісь шпинделя у нього розташована вертикально. Шпиндельна головка у деяких верстатів може повертатись у вертикальній площині.
Головний рух (обертальний) у фрезерних верстатів має різальний інструмент (фреза), а рух подачі здійснює заготовка, що закріплена на столі верстата, у вертикальному, поздовжньому та поперечному напрямах.