

Приклад виконання індивідуального завдання до лабораторної роботи № 1:
ІНДИВІДУАЛЬНЕ ЗАВДАННЯ ДО ЛАБОРАТОРНОЇ РОБОТИ № 1
Варіант 16
Завдання 1. Розшифрувати модель верстату згідно варіанту, дані занести в таблицю.
Таблиця
Модель верстата, варіант 15 |
Номер групи верстата / група верстата |
Тип верстата в групі |
Максимальний діаметр заготовки, що можна встановити над станиною D, мм |
Ступінь точності верстата |
Модер-нізація |
Моди-фікація |
16Е16КП |
1 – токарний |
6 – гвин-торізний |
320 |
П – підвищена |
Е |
К |
Завдання 2. Згідно варіанту та рисункам виконати ескізи. Вибрати відповідні формулювання переходів до рисунків. Проставити на ескізах необхідні розміри.
Варіант |
Рисунки |
16 |
8, 17 |
Рисунок 8:
Перехід: Підрізати торець.
Рисунок 17:
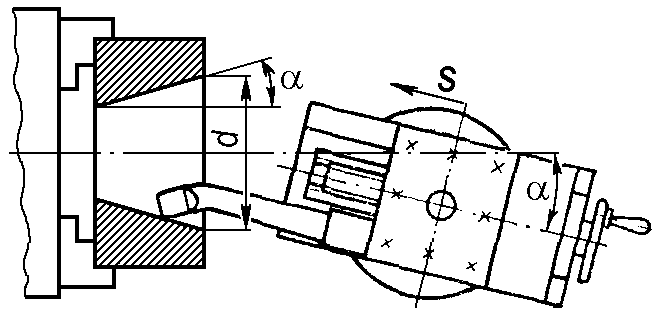
Перехід: Розточити конічний отвір, витримуючи розміри d та кут α.
Лабораторна робота № 2
Будова вертикально-свердлильного верстата і налагодження його на заданий режим різання
Мета роботи
ознайомитись з основними типами свердлильних верстатів;
ознайомитись з пристроями до свердлильних верстатів;
ознайомитись з позначенням свердлильних верстатів;
ознайомитись з складовими частинами вертикально-свердлильного верстата 2А135.
Оснащення роботи
Вертикально-свердлильний верстат 2А135
Лещата верстатні
Ріжучий інструмент: свердла різних діаметрів
Втулки перехідні
Свердлильний патрон
Послідовність виконання роботи
Ознайомитись з теоретичними відомостями про свердлильні верстати та пристрої до них
Ознайомитись з будовою і роботою вертикально-свердлильного верстата 2А135
Оформити звіт за результатами роботи
Стислі теоретичні відомості
Основні типи свердлильних верстатів
Вертикально-свердлильні – найпоширеніші верстати в цій групі – застосовуються в одиничному та серійному виробництві для обробки отворів в заготовках масою до 25 кг. Основною їх характеристикою є найбільший діаметр отвору, що можна просвердлити в сталі середньої твердості. Випускаються верстати з умовним діаметром свердління 6, 12, 18, 25, 35, 50 і 75 мм.
Радіально-свердлильні – призначені для обробки отворів в крупних і важких деталях в одиничному і серійному виробництві. Осі інструмента і оброблюваного отвору суміщаються при переміщенні шпинделя верстата відносно нерухомої заготовки.
Багатошпиндельні – мають кілька шпинделів, взаємне розташування яких може бути постійним або змінюватись в залежності від оброблюваної деталі; застосовуються в багатосерійному і масовому виробництвах.
В цих трьох типах верстатів головний рух (обертальний) і рух подачі має інструмент, а заготовка закріплена нерухомо.
Горизонтально-свердлильні – застосовуються для свердління глибоких отворів (l > 5d). В цих верстатах обертається заготовка (головний рух), а свердло має поздовжню подачу.
Центрувальні – призначені для виконання центрових гнізд (отворів).
Агрегатні – найбільш поширені в багатосерійному і масовому виробництві. Вони складаються з нормалізованих вузлів (агрегатів), які можуть бути використані багаторазово при перекомпановці верстата для обробки іншої деталі. Агрегатні верстати є напівавтоматами і часто входять до складу автоматичних ліній. Головний рух в цих верстатах – обертання інструменту, він же має і поступальний рух подачі.