

Наладка і настроювання токарно-гвинторізного верстата
Наладка верстата – це підготовка його до виконання певної роботи по виготовленню деталі згідно з технологічним процесом для забезпечення необхідної продуктивності, точності та шорсткості поверхні. Після наладки обробляють 2-3 деталі і, якщо отримані після обробки розміри не співпадають з розмірами креслення, то проводять підналадку інструменту на потрібний розмір.
Настроювання верстата проводять для забезпечення необхідних режимів різання. Настроюванням верстата називається кінематична підготовка його до виконання заданої обробки по встановленим режимам різання згідно технологічного процесу. Настроювання верстата проводять після його наладки.
Елементи режиму різання при точінні
Основними елементами режиму різання є глибина різання, подача і швидкість різання.
Глибиною різання t, мм, називають товщину шару металу, що знімається за один прохід. Вона визначається відстанню між оброблюваною і обробленою поверхнями, виміряною по перпендикуляру до останньої. При поздовжньому точінні
![]() ,
,
де D – діаметр заготовки, мм; d – діаметр обробленої деталі, мм.
Швидкістю різання V, м/хв, називають швидкість головного руху. Це шлях, який проходить точка, що лежить на оброблюваній поверхні заготовки, відносно ріжучої кромки інструмента за одиницю часу. Швидкість різання при обертальному русі
![]() ,
,
де D – діаметр заготовки, мм; n – частота обертів заготовки, хв-1.
Подачею s, мм/об, називається переміщення різця в напрямку руху подачі за час, поки деталь зробить один оберт. Залежно від напрямку руху подачі вона може бути поздовжньою, поперечною, або розташованою під кутом до заготовки.
Методичні вказівки
Лабораторну роботу виконують групи студентів із трьох-чотирьох осіб. Студенти вивчають будову токарно-гвинторізного верстата, основні вузли і частини та їх призначення, органи управління, технічні характеристики і технологічні можливості. Під наглядом і керівництвом інженера відпрацьовують процес включення обертів шпинделя, ручних та механічних подач і включення верстата, відпрацьовують деякі практичні навички наладки верстата на заданий режим різання. Кожний студент виконує індивідуальне завдання, видане викладачем.
Порядок виконання роботи
УВАГА! Всі роботи по налагодженню та настроюванню верстата виконувати тільки під керівництвом і наглядом інженера!
Ескіз |
Хід виконання роботи |
- |
1. Виміряти діаметр заготовки, дані занести в таблицю 1.4. За даними таблиць 1.2 та 1.3 призначити необхідні для різних видів обробки глибину різання (t), подачу (s) та швидкість різання (V). Дані занести в таблицю 1.4. |
- |
2. Розрахувати необхідну для різних видів обробки частоту обертання шпинделя (nр). Якщо верстат такої частоти обертання не має, то вибрати найближчу меншу (nв). Дані занести в таблицю 1.4. |
- |
3. Перевірити виконання умови безпечної роботи на верстаті. |
- |
4. Одержати у інженера заготовку та інструменти, необхідні для виконання роботи. |
- |
5. Встановити в токарний трикулачковий самоцентруючий патрон верстата заготовку, закріпити її. |
- |
6. Встановити в різцетримач різці по висоті вісі центрів верстата. |
- |
7. Встановити в пінолі задньої бабки свердлильний патрон з центрувальним свердлом. |
- |
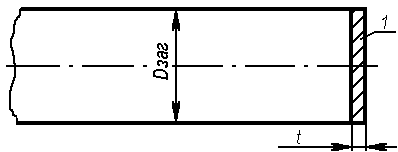
8. Виставити необхідні для підрізання торцю глибину різання (t), подачу (s) та частоту обертання шпинделя (nв). |
|
9. Підрізати торець начисто (1 – припуск на підрізання торцю). |
- |
10. Виставити необхідну для центрування отвору частоту обертання шпинделя (nв). |
|
11. Центрувати отвір. |
- |
12. Замінити свердло центрувальне на спіральне діаметром d3. |
- |
13. Виставити необхідну для свердління отвору частоту обертання шпинделя (nв). |
|
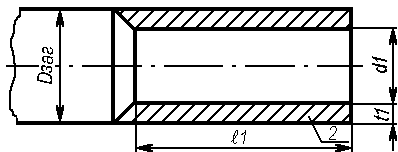
14. Свердлити отвір 4 діаметром d3 на довжину l3. |
- |
15. Виставити необхідні для чорнового точіння зовнішньої поверхні глибину різання (t1), подачу (s), та частоту обертання шпинделя (nв). |
|
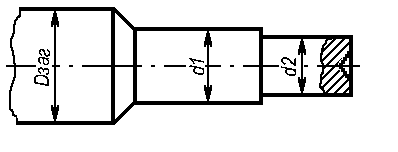
16. Точити заготовку начорно до діаметра d1 на довжину l1. (2 – припуск на чорнове точіння) |
- |
17. Виставити необхідні для чистового точіння зовнішньої поверхні глибину різання (t2), подачу (s), та частоту обертання шпинделя (nв). |
|
18. Точити заготовку начисто до діаметра d2 на довжину l2. (3 – припуск на чистове точіння) |
- |
19. Притупити гострі кромки до R 0,2 |
- |
20. Виставити необхідні для відрізання заготовки подачу (s) та частоту обертання шпинделя (nв). |
|
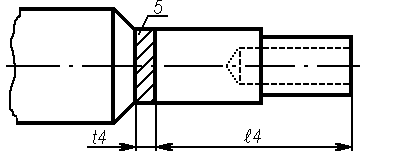
21. Відрізати заготовку, витримуючи розмір l4. (5 – припуск на відрізання заготовки) |
- |
22. Виконати вимірювання оброблених поверхонь. Дані занести в таблицю 1.4. |
- |
23. За допомогою зразків шорсткості порівняти шорсткість обробленої поверхні після чорнового та чистового точіння. |


Таблиця 1.2
Елементи режиму різання |
Вид токарної обробки |
|
Чорнове точіння |
Чистове точіння |
|
Глибина різання t, мм |
1...5 |
0,5...1 |
Подача s, мм/об |
0,3...1,5 |
0,1...0,4 |
Таблиця 1.3
Матеріал різця |
Оброблюваний матеріал |
Швидкість різання, м/хв, при обробці |
|
чорновій |
чистовій |
||
Твердий сплав Т15К6 |
Сталь 45 |
100...140 |
150...200 |
Таблиця 1.4
Вид обробки |
Режими різання |
Довжина обробки l, мм |
Діаметр, мм |
||||
t, мм |
s, мм/об |
V, м/хв |
nр, хв-1 |
nв, хв-1 |
|||
підрізання торцю |
|
|
|
|
|
- |
заготовки - |
чорнове точіння |
|
|
|
|
|
|
|
чистове точіння |
|
|
|
|
|
|
|
центрування отвору |
|
|
|
|
|
|
|
свердління отвору |
|
|
|
|
|
|
|
відрізання заготовки |
|
|
|
|
|
|
- |