

2.2. Підготовка зварювального дроту.
Одна з основних вимог, що пред'являється до зварювального дроту для зварювання під флюсом або в середовищі захисних газів-це чистота його поверхні.
Чистота поверхні зварювального дроту є важливим чинником, що визначає довговічність елементів зварювального устаткування і якість зварного з'єднання. Дріт, що намотується в касети для зварювальних автоматів і напівавтоматів, часто має поверхню, пошкоджену корозією.
Дріт, покритий корозією і маслом, при зварюванні дає всередині шва пори і свищі. Крім того, порушується стабільність горіння дуги, передчасно зношуються ролики, що тягнуть, мундштуки, а при зварюванні напівавтоматом швидко засмічуються і виводяться з ладу шлангові дроти.
Аналіз існуючих способів очищення зварювального дроту показує, що відомі способи не забезпечують необхідної продуктивності, а їх конструкція не передбачає відведення знятих бруду і іржі із зони очищення. Ряд розглянутих конструкцій невиправдано ускладнені, що викликає труднощі при їх виготовленні і експлуатації. До того ж деякі, з них морально застаріли.
Метою роботи є придбання студентами практичних навиків по очищенню і намотуванню зварювального дроту на верстаті вдосконаленої і спрощеної конструкції.
Принципова схема механізму очищення дроту показана на мал. 1.
Пристрій для очищення дроту складається з абразивних кругів 1 і 2, закріплених нерухомо на валу 3, декількох абразивних кругів 4, що сидять вільно на валу 3 і сполучених між собою із крайніми кругами 1 і 2 пружинними пристроями 5 з регуляторами 6,що направляють 7 і 8. На циліндровій поверхні всіх абразивних кругів наповнений ряд однаково розташованих поздовжніх канавок 9 з профілем, відповідним перетину дроту
Описаний пристрій працює таким чином. Дріт 10, що підлягає очищенню від бруду, корозії, мастила і т. п., напраляється втулкою 7 на переферію кругів 1, 2 і 4, виконану у вигляді поздовжніх канавок 9 і далі через втулку 8 для використання (наприклад, для намотування на барабан, і касету і так далі). При подачі дроту 10 через канавки 9. Абразивні круги 1,2 і 4 обертаються з певною швидкістю. В результаті цього з поверхні, дроту зніметься шар іржі, забруднень, і т.п.
Рис. 1. Принципова схема механізму
очищення дроту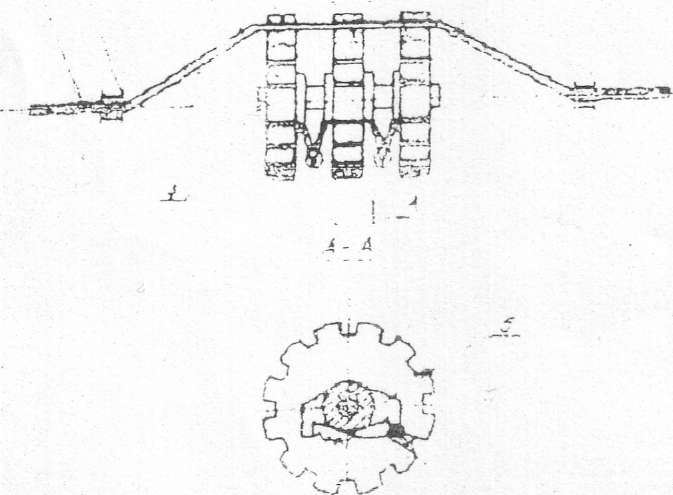
При розробці однієї канавки дріт переставляється в наступний. Таким чином, довговічність абразивних кругів значно зростає.
Продуктивність очищення дроту за запропонованим способом характеризується незалежно від діаметру дроту швидкістю її протяжки через вузол очищення.
За один оборот абразивного круга очищенню піддається ділянка дроту завдовжки, рівній ширині круга. Швидкості очищення при цьому складе bn (п - числа оборотів круга в одиницю часу) проте для повного видалення поверхневих нашарувань потрібно, щоб на одній і тій же ділянці дроту абразивний інструмент виконав не один, а декілька проходів. Отже, швидкість протяжки дроту (продуктивність способу) буде рівна:
V=bn/m (2.2.1)
m - число проходів абразивних кругів . Задаючись конструктивними розмірами абразивних кругів, швидкістю їх обертання і числом проходів абразивних кругів поодинці і тій же ділянці дроту залежно від ступеня поржавілості, по приведеній вище формулі можна визначити очікувану швидкість очищення.
Для повного видалення суцільного шару було потрібно наступне число проходів:
m=bn/V=5 (2.2.2)
.
При меншому ступені поржавілості число проходів абразивного інструменту буде меншим.У загальному випадку число проходів при даній ширині абразивного круга можна регулювати зміною швидкості обертання круга і швидкості протяжки дроту, добиваючись такого їх поєднання, при якому забезпечується якісне очищення.
а) Визначення швидкості обертання касети
Стандартна касета зварювального автомата згідно нормам ОАА-614-06Н-67 може вміщати в себе 10 кг зварювального дроту. Виходячи з нормального ряду зварювального дроту діаметром від 0,8 до З мм, приймаємо середній розмір намотуваного дроту 1,6 мм. Коефіцієнт щільності укладання для примусового укладання дроту приймемо рівним 0,8. Виходячи З цього, довжина дроту в касеті складе:
L=4*Q*0,8/π*d2*g
де Q- вага дроту в касеті;
d- діаметр дроту;
g- питома вага дроту.
Середній діаметр намотування касети при діаметрі бочки барабані dф і діаметрі його реборд dр складе:
Dcp=( dф + dр)/2 (2.2.4)
Число оборотів касети при цьому:
nk=V/ π Dср (2.2.5)
де V - швидкість намотування;
Dср - середній діаметр намотування;
б) Визначення передавального числа механізму укладання
Для визначення передавального числа визначимо початкові параметри. Початкова довжині намотування 64 і 90 мм. Коефіцієнт щільності укладання визначимо з умови, що щільність укладання в ряду гірша, ніж щільність укладання, між шарами. Щільність в ряду і щільність укладання зв'язані між собою залежністю:
ур = к/0,96 (2.2.6)
де ур - щільність укладання в ряду;
к - загальна пильність намотування.
yР= 0,8 / 0,96=0.94 (2.2.7)
Таким чином, розрахункова довжина намотування складає
Lр=Lн* yp (2.2.8)
де Lн - довжина барабана касети
Lн =64*0.34=60 мм (2.2.9)
Середня величина діаметру дроту dcp= 1,6 мм
Число витків дроту в шарі:
n= Lр/ dcp (2.2.10)
Приймаючи конструктивно кулачково-кулісний механізм укладання з лінійним симетричним кулачком, вважаємо, що повний оборот кулачка відбудеться після проходження укладальником шляху, рівного розрахунковій довжині намотування туди і назад. Тобто передавальне дідношення рівне:
і=2п (2.2.11)
де n - число витків дроту в шарі
і=2*37,5=75
Передавальне відношення змінних шестерень редуктора складе одиницю.
Із конструктивних, міркувань приймемо міжцентрову відстань для змінних шестерень А=45 мм, модуль зачеплення m=1.
Звідси сума зубів
Σz=2*А*m (2.2.12)
Таблиця 2.2.1 Передавальне відношення
механізму укладання дроту в касету |
Число зубів |
Число зубів |
Передаточне |
Примітки |
дроту,мм |
Ведучої |
веденої |
відношення |
|
|
Шестерні |
шестерні |
|
|
0,8 |
30 |
60 |
2 |
|
1,0 |
35 |
55 |
1,6 |
|
1,2 |
40 |
50 |
1,2 |
|
1,6 |
45 |
45 |
1,0 |
|
2,0 |
50 |
40 |
0,8 |
|
2,5 |
55 |
35 |
0,64 |
|
3,0 |
60 |
зо |
0,5 |
|
При підготовці до заняття з основними теоретичними положеннями ознайомитися в переліку літератури, що додається.
Студентам слід звернути увагу на чинники, що впливають на якість зварних з'єднань, вимоги, що пред'являються до зварювальних матеріалів, способи очищення зварювального дроту.