

33. Оптимальный технологический процесс. Задачи параметрической оптимизации. Математическая модель процесса, критерии оптимальности, система ограничений, алгоритм расчёта (на примере)
Техпроцесс называется оптимальным, если он обеспечивает:1) выполнение системы ограничений: а) различные условия протекания процесса и требования, предъявляемые к нему; 2 обеспечен экстремум критерия оптимальности. Из этого определения оптимальный процесс – не идеальный процесс, а процесс наилучший в смысле заданного критерия оптимальности. Параметрическая оптимизация является 1 этапом оптимального решения технологических задач. Задача параметрической оптимизации – выбор оптимальных параметров (качественных и количественных).
Для определения оптим режима необходимо: 1) выбрать критерий оптимальности (для оптимизац по: 1. производит, 2. стойкости и ст-ти инструмента, 3. по экономич показателям ), записать целевую ф-цию; 2) сформулир технич ограничения на область режимов об-ки влияющих на производ, качество и экономику пр-ва, 3) выбрать метод расчета оптим режимов резания, который зависит от вида целевой ф-ции; 4) составление алгоритма определ оптим режимов резания; 5) определить средства реализации алгоритма; 6) подготовить документацию для расчета; 7) расчет.
Рассмотрим на примере изготовления консольной балки:
Сформулируем задачи в виде системы ограничений:
1) режущая способность инструмента характеризуется стойкостью Т, связанной со скоростью. Пусть Т = Тн (нормативный). nS Y0 = (1000CvDzvKv)/(Tн mtXv)
2) ограничение шероховатости поверхности S (Cн RzYru)/(txz1z)
3) ограничение по точности обработки (зависит от жесткости СПИД): прогиб детали – параметр ограничения, который должен быть минимален в пределах заданной точности. fg = 0,05 , где fg – прогиб, -допуск на получаемый размер. y ~ Py… - max прогиб от Py.
4) ограничение по точности обработки, определяемое жесткостью инструмента. Рассматриваем резец как консольную балку nnzSYz …
5) ограничения обусловленные системой СПИД: n min станка n шпинделям n max станка; S min станка S S max станка; Nна шпинделе N эл.двигателя станка КПД; n nzSYz …~ N
6) сила резания не должна превышать предельных значений, исходя из механизма подач станка
7)сила резания не должна превышать прочность инструмента
8)организационные ограничения (производительность процесса для обеспечения необходимого такта производства, то есть для согласования необходимого ритма станка с другими станками. Часто требуется обеспечить определенный уровень производительности) то есть производительность цикла. Объединив все ограничения в систему получим мат.модель процесса обработки - 8 уравнений вида n*S < (>) ...
Искомые
величины нелинейны, в логарифмических
координатах. Целевая функция в точке Е
максимум. Параметры оптимизации n
и S.
Критерии максимальная стойкость режущего
инструмента; минимизация затрат на
инструмент, максимизация производительности;
минимизация себестоимости;
минимизация энергоемкости; жесткость
системы СПИД; качество шероховатости;
жесткость инструмента; мощность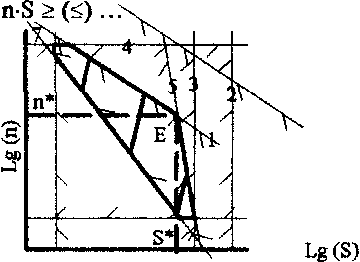
Вариант 11
Задача 2.25
Построить
математическую модель процесса резания
и определить оптимальные режимы
![]() для точения заготовки типа вал диаметром
D
и длиной L
с учетом вида и материала заготовки,
требуемой точности, шероховатости
для точения заготовки типа вал диаметром
D
и длиной L
с учетом вида и материала заготовки,
требуемой точности, шероховатости
![]() и глубины резания t.
и глубины резания t.
Материал заготовки: сталь 40Х;
Вид заготовки: прокат;
Сталь 20
Глубина резания: 4 мм;
D=90 мм;
L=260 мм;
Rz=40 мкм;
12 квалитет.