

Процессы обработки металлов давлением.
В настоящее время существуют следующие способы производства труб:
1. Производство труб из предварительно нагретых заготовок (горячедеформированные трубы). В качестве исходной заготовки используются литые, катаные и кованые заготовки. Заготовки подвергаются следующим промежуточным операциям: раскрой, поверхностной обработке, нагреву и зацентровке. Для производства труб используются следующие виды обработки металлов давлением: винтовая прокатка, прессование и продольная прокатка. Винтовая прокатка включает в себя прошивку, раскатку на разных типах станов, обкатку, редуцирование и калибровку. Прессование труб происходит на вертикальных и горизонтальных прессах при помощи специального прессового инструмента: игл и язычковых матриц. Существуют следующие процессы продольной прокатки труб: непрерывная оправочная прокатка, непрерывная безоправочная прокатка, прокатка на автомат-стане.
2. Производство труб из заготовок, имеющих температуру окружающей среды (холоднодеформированные трубы). Данная прокатка является периодической и проводят ее на станах ХПТ и ХПТР.
Волочение.
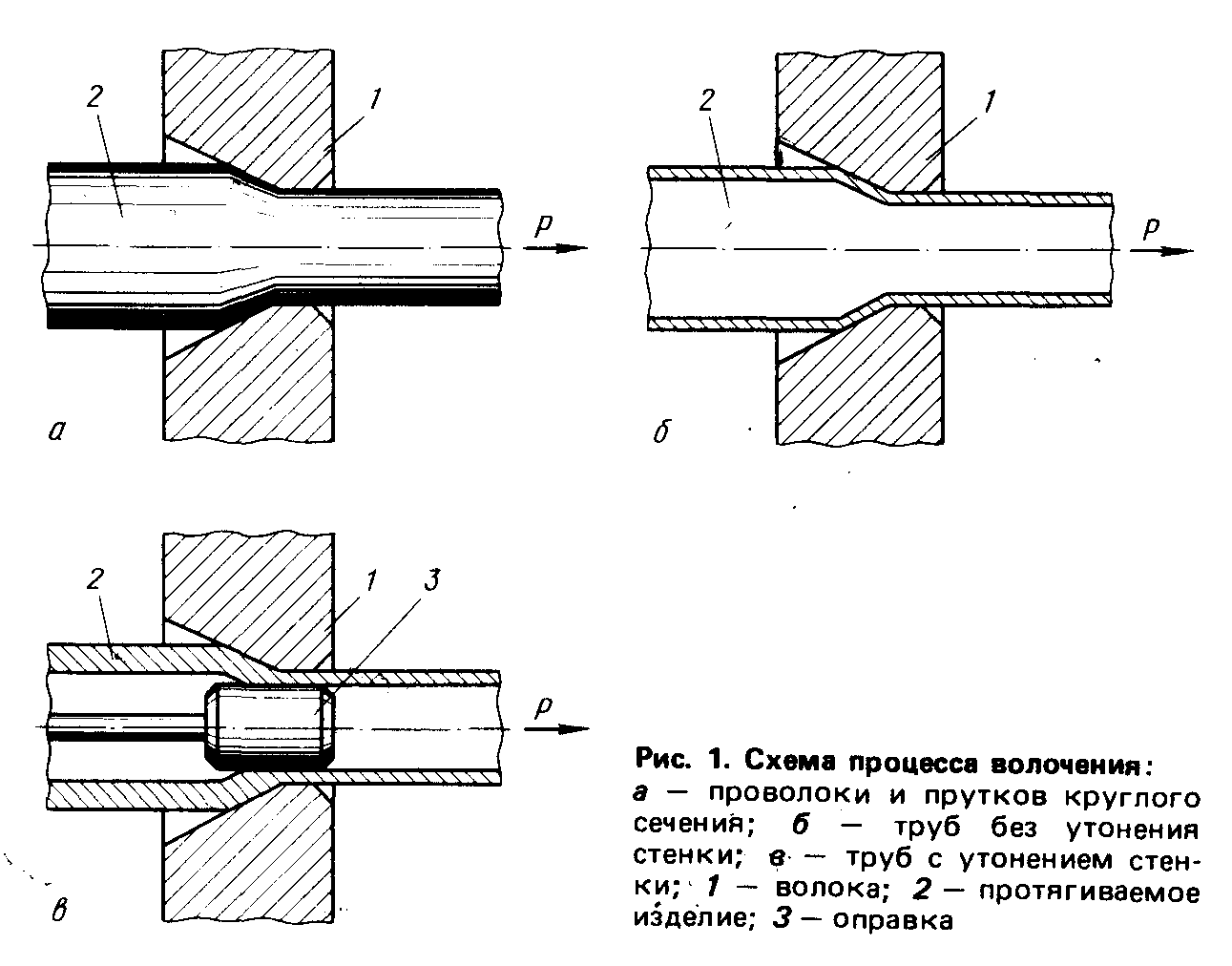
Волочение — процесс обработки металлов давлением, состоящий в протягивании заготовки постоянного поперечного сечения через плавно сужающийся канал волоки (рис. 1, а). Сила, прикладываемая к переднему заостренному концу заготовки, введенному в волоку, называется силой волочения.
Волочением обрабатывают самые различные материалы: стали, алюминий, медь, никель, титан и сплавы на их основе, тугоплавкие металлы
(молибден, вольфрам, ниобий, цирконий) и их сплавы, благородные металлы
(золото, серебро, платину) и сплавы на их основе. С использованием процесса волочения получают различные металлургические полу фабрикаты: круглую проволоку диаметром 0,008—17 мм, проволоку
квадратного, прямоугольного, шестиугольного и других сечений; прутки круглые, квадратные, шестигранные, трапециевидные и других форм; трубы круглые диаметром 0,3—500 мм со стенкой толщиной 0,05—25 мм, овальные, Прямоугольные и др.; фасонные профили с различной формой поперечного сечения и самых разных размеров.
Прессование
Процесс
прессования находит широкое применение
при пластической обработке металлов
как в горячем, так и в холодном состояниях,
причем металлов , имеющих не только
высокую пластичность, но и труднодеформируемых.
При прессовании металл выдавливается
из контейнера через одно или несколько
отверстий в матрице, что обеспечивает
получение изделий вполне определенной
формы поперечного сечения, меньшего в
сравнении с размерами исходного продукта.
Такой способ деформации в одинаковой
мере применим для обработки металлов
в твердом состоянии, порошковых и
неметаллических материалов (пластмасс
и др.). Прессованием изготовляют прутки
диаметром 3-250мм, трубы диаметром 20- 400мм
при толщине стенки 1,5-12мм, полые профили
с несколькими каналами сложного сечения
с наружными и внутренними ребрами,
разнообразные профили с постоянными и
изменяющимися (плавно или ступенчато)
сечением по длине.
400мм
при толщине стенки 1,5-12мм, полые профили
с несколькими каналами сложного сечения
с наружными и внутренними ребрами,
разнообразные профили с постоянными и
изменяющимися (плавно или ступенчато)
сечением по длине.
Профили для изготовления деталей машин, несущих конструкций и пр., получаемые прессованием, часто оказываются более экономичными, чем изготовляемые прокаткой, штамповкой или отливкой с последующей механической обработкой. Кроме того, прессованием получают изделия весьма сложной конфигурации, что исключается при других способах пластической обработки.
К основным преимуществам процесса прессования следует отнести:
Возможность успешной пластической обработки с высокими вытяжками, в том числе малопластичных металлов и сплавов;
Возможность получения практически любого поперечного сечения изделия, что при обработке металла другими способами не всегда удается;
Получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы;
Производство изделий с высоким качеством поверхности и высокой точностью размеров поперечного сечения, что во многих случаях превышает принятую точность при пластической обработке металлов другими способами (например, при прокатке).
К недостаткам получения изделий при прессовании следует отнести:
Повышенный расход металла на единицу изделия из-за существенных потерь в виде пресс-остатка;
Появление в некоторых случаях заметной неравномерности механических и других свойств по длине и поперечному сечению изделия;