

5.3. Укрупнені нормативи праці і типові норми
Укрупнені нормативи праці й типові норми знайшли найширше застосування на підприємствах машинобудівної галузі. Усі нормативи встановлюються в конкретних організаційно-технічних умовах, тому відображають досягнутий рівень розвитку техніки, технології та організації виробництва і праці. У цьому полягає їх певна обмеженість, бо заводські нормативи мають практичне застосування лише на тому підприємстві, де вони були створені, галузеві нормативи створено лише для групи однорідних за виробництвом підприємств (верстатобудування, приладобудування, видобувні галузі тощо), міжгалузеві нормативи існують для значної кількості галузей, для так званих наскрізних професій, уніфікованих робіт (будівельно-монтажні, вантажно-розвантажувальні і т. ін.).
Головним методом розробки укрупнених нормативів і типових норм праці є дослідний, тому їх розробляють дослідні фірми та спеціальні лабораторії на великих підприємствах. Укрупнене нормування вносить істотні зміни в зміст роботи з нормування праці, а також приводить і до вдосконалення трудового процесу, бо перш за все визначає зміст, засоби та послідовність виконання його складових елементів і технологічні режими роботи устаткування. Тому виникають завдання створення спрощених нормативів, зниження трудомісткості їх розробки й одночасно достатньо високої точності. Слід зазначити, що укрупнені нормативи (порівняно з мікроелементними) мають найпростішу структуру, бо встановлюються у вигляді типових норм штучного часу.
У процесі нормування за укрупненими нормативами декілька прийомів поєднують в один технологічний чи розрахунковий комплекс прийомів. Але відповідно до укрупнення нормативів знижується їхня універсальність, яка втрачається майже повністю у типових нормах (призначених лише для тих конкретних виробничих умов і технологічних процесів, для яких були створені). Зниження точності нормативів є наслідком певного скорочення кола факторів. Це відбувається у процесі укрупнення нормативів, певного усереднення значень тривалості окремих елементів операції, укрупнення градації факторів, від яких залежить тривалість нормативу часу, а також деякого округлення вихідних значень відповідно до зростання укрупнення. На практиці допустиме 10%- не відхилення норми часу, взятої за еталон, від тривалості норми часу на ту ж саму роботу, розраховану за елементними вихідними нормативами у серійному виробництві і не більше, ніж 15%- не у малосерійному та одиничному виробництві у машинобудуванні [7].
Вимоги до укрупнених нормативів дещо ширші, ніж до звичайних, а саме:
найповніший облік факторів, що впливають на тривалість окремих елементів операції;
відображення сучасних досягнень науково-технічного прогресу в розвитку виробництва та праці;
урахування конкретних організаційно-технічних умов, притаманних конкретному типу виробництва;
якомога більше укрупнення елементів операції;
забезпечення заданої точності при розрахунках похідних норм праці;
забезпечення можливості нормування достатньо широкого кола робіт та видів обробки у різних варіантах виконання;
охоплення найбільш повного для даної галузі (підгалузі чи підприємства) діапазону розмірів оброблюваних виробів, деталей чи заготовок;
надання змоги нормувальникові визначати нормативні величини залежно від мінімальної кількості факторів при найменшому числі поправочних коефіцієнтів;
досягнення найбільш компактної компоновки кінцевих таблиць, графіків, номограм для простоти користування ними;
надання досить повної характеристики техніко-організаційних умов, прийнятих при визначенні даного нормативу;
закладення такої градації числових значень факторів, що відображала б залежності, якомога ближчі до геометричної прогресії (з урахуванням заданої відносної точності нормативів) та узгоджені з установленими стандартами;
якнайбільше скорочення кількості цифр (до двох-трьох) та округлення їх значень як значень кінцевих укрупнених нормативів [7].
Існують такі різновиди укрупнених нормативів:
укрупнені нормативи на одиницю довжини;
укрупнені нормативи на одиницю площі;
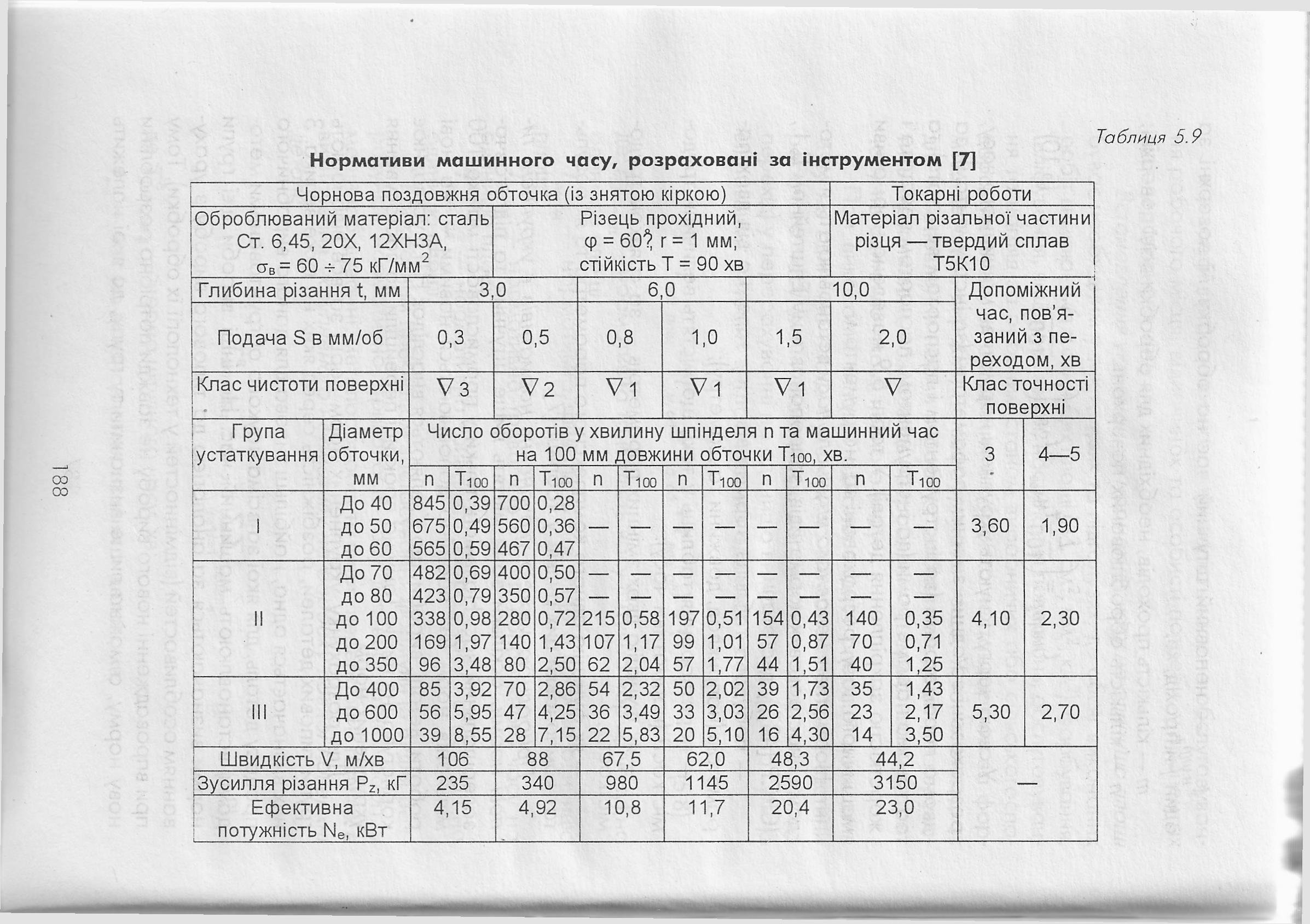
нормативи машинного часу, розрахованого за інструментом;
нормативи машинного часу, розрахованого за інструментом та за паспортом верстата;
нормативи машинного часу, розрахованого за інструментом, паспортом верстата й жорсткістю закріплення деталі;
нормативи неповного штучного часу, побудовані методом однострокових нормативів.
Для всіх видів машинних робіт укрупнені норми часу складаються з трьох обов'язкових частин:
основного (машинного) часу;
допоміжного часу (на встановлення, завантаження в машину та зняття предмета праці, на приведення в готовність до робочої дії виконавчих органів робочої машини, устаткування, на заміну спрацьованого у даному циклі ручного інструменту і т. ін.);
часу на переходи (якщо вони передбачені організацією праці).
Різновидами існуючих на підприємствах укрупнених нормативів є модифікації комбінування цих трьох складових на основі застосування більш-менш детальних аналітичних формул.
Технологічні особливості виробничого процесу та організації виробництва і праці зумовлюють алгоритми побудови укрупненого нормативу для кожного типового випадку для того чи іншого виробництва.
Встановлення укрупненого нормативу часу на одиницю довжини буває необхідним у тих галузях та підгалузях, де обсяг виконаних робіт вимірюється в одиницях довжини (км, м, см, мм, погонних метрах): прокладення трубопроводів, кабелів, мереж, шляхів, траншей, валів, загорож і т. ін., спостереження за продуктопроводами, шляхами, мережами, огорожами та їх обслуговування, виготовлення та обробка мірних довгих виробів із стандартною шириною, обробка країв, кромок, швів, ліній з'єднання; обробка стандартних деталей на верстатах та ін.). У таких випадках для встановлення робітникам норми виробітку доцільно користуватись укрупненими, заздалегідь розробленими нормативами витрат часу на одиницю довжини певного виду роботи, виробу.
П![]() ри
виконанні типової одноперехідної
операції норматив часу на одиницю
довжини буде сумою витрат відповідної
частини робочого часу (машинного часу,
допоміжного часу та часу на перехід) у
перерахуванні на одиницю виміру (тобто
сумою відповідних питомих витрат часу
на одиницю довжини):(5.6)
ри
виконанні типової одноперехідної
операції норматив часу на одиницю
довжини буде сумою витрат відповідної
частини робочого часу (машинного часу,
допоміжного часу та часу на перехід) у
перерахуванні на одиницю виміру (тобто
сумою відповідних питомих витрат часу
на одиницю довжини):(5.6)
де Тшт . — нормативна тривалість часу (штучна норма часу) на одиницю довжини;
tM од — нормативна тривалість машинного часу на одиницю довжини;
t д.од — нормативна тривалість витрат допоміжного часу на одиницю довжини;
іпєр од — нормативна тривалість витрат часу на перехід на одиницю довжини;
к — коефіцієнт резервування часу, необхідного на обслуговування робочого місця, відпочинок та особисті потреби, у процентах від оперативного часу.
Конкретним прикладом застосування формули (5.6) для розрахунків нормативної тривалості часу для верстатних робіт у машинобудуванні, машинообробці та інших переробних галузях є визначення укрупненого нормативу на одиницю довжини оброблюваної поверхні для одноперехідної операції [5.7]:
![]() (5.7)
(5.7)
де Твшт.двж — нормативна тривалість часу (штучна норма часу) на одиницю довжини при верстатних роботах, хв;
L — розрахункова довжина оброблюваної поверхні (сума чистої довжини, довжини врізання та довжини перебігу інструмента), мм;
Т м100 — основний (машинний) час на оброблення 100 мм розрахункової довжини поверхні, хв;
Т дп — допоміжний час, пов'язаний з кожним переходом, хв;
Т де — допоміжний час на встановлення та зняття деталі, хв;
к — коефіцієнт, що визначає тривалість часу на обслуговування робочого місця, відпочинок та особисті потреби, у процентах від оперативного часу.
Встановлення укрупненого нормативу часу на одиницю площі буває необхідним у тих галузях та підгалузях, де обсяг виконаних робіт вимірюється в одиницях площі (м2, см2, мм2, км2): фарбування, шліфування, чищення, миття, настилання поверхонь, обслуговування та нагляд за робочим станом виробничих або сільськогосподарських площ, виготовлення й обробка нестандартних за формою деталей, виробів, напівфабрикатів тощо. У таких випадках для встановлення норми виробітку робітникам доцільно керуватись укрупненими, заздалегідь розробленими нормативами витрат часу на одиницю площі певного виду.
![]()
При виконанні типової одноперехідної операції норматив часу на одиницю площі буде сумою витрат відповідної частини робочого часу (машинного часу, допоміжного часу та часу на перехід) у перерахуванні на одиницю вимірювання (тобто сумою відповідних питомих витрат часу на одиницю площі) (5.8):
де Тшт плщ — нормативна тривалість часу (штучна норма часу) на одиницю площі;
t'M од — нормативна тривалість машинного часу на одиницю площі;
t' д.од — нормативна тривалість витрат допоміжного часу на одиницю площі;
t' пер.од — нормативна тривалість витрат часу на перехід на одиницю площі.
Конкретним прикладом застосування формули (5.8) для розрахунків нормативної тривалості часу для верстатних робіт у машинобудуванні, металообробці та інших переробних галузях є визначення укрупненого нормативу на обробку повної поверхні деталі:(5.9)
![]()
де Тв шт.плщ — норма штучного часу, хв;
tв-з — час на встановлення та зняття деталі, хв;
t н.шт — неповний штучний час на обробку поверхні за один прохід, хв;
m — кількість проходів, необхідних для обробки всієї поверхні;
п — кількість оброблюваних поверхонь:
![]()
У свою чергу, існують укрупнені нормативи машинного часу, розраховані за одним змінним параметром (за інструментом), за двома параметрами (за інструментом і паспортом верстата) та за трьома параметрами (за інструментом, паспортом верстата і жорсткістю закріплення деталі). У табл. 5.9 наведено нормативи машинного часу, розраховані за інструментом.
Нормативи неповного штучного часу встановлюються методом однострокових нормативів, запропонованим Епштейном Д. І., (СРСР [48]) у два етапи:
побудова таблиць нормативів часу залежно від двох параметрів (наприклад, довжини та діаметру);
перетворення таблиць у такі, що містять величини трудомісткості (нормативи часу):
як функцію двох змінних параметрів — за «рядком трудомісткості»;
як функцію одного комплексного параметра та як результат компоновки цих рядків у таблиці [7].
Природною межею укрупнення нормативів є укрупнені типові норми, оскільки вони містять лише штучний та підготовчо-завершальний час. Наявність тільки у промисловості майже 100 мільйонів норм (які постійно доповнюються новими — на нові роботи, деталі, вироби, що з'являються внаслідок НТП) ускладнює користування ними. Тому на практиці перейшли до застосування укрупнених норм.
Для розрахунку укрупнених норм перш за все відбирають групи типових деталей, розбіжність серед яких не дуже велика. З них визначається одна, найбільш типова для даного виробничого процесу деталь, для якої за всіма науково обґрунтованими методами встановлюють машинний час. На інші вироби цієї групи норми визначаються за аналогією до типового виробу з урахуванням особливостей (відмінностей у технології їх обробки). Тому при впровадженні нового виробу не завжди потрібно розробляти нову норму, а можна лише визначити ту групу, до якої належить
цей виріб, та відмінність у трудомісткості обробки нового й типового виробу, знайти відповідну групову норму і внести до неї поправку на відмінності у трудомісткості. На операції обробки деталей проміжних розмірів норми часу визначаються шляхом інтерполяції (тобто знаходженням величин норми часу як проміжного значення між двома відомими, визначеними шляхом розрахунків, величинами). Приклад типових норм наведено у табл. 5.10.
Таблиця 5.10
Типові норми на вільне кування під молотом глухих дисків у малосерійному та одиничному виробництві [7] *
Діаметр поковки, мм |
Висота поковки, мм |
||||||
До 35 |
До 50 |
До 80 |
До 110 |
До 140 |
До 170 |
До 200 |
|
Штучний час, хв |
|||||||
До 100 |
1,1 |
1,2 |
1,4 |
1,7 |
1,9 |
2,3 |
3,7 |
До 150 |
1,5 |
1,7 |
2,0 |
2,4 |
2,7 |
3,0 |
3,5 |
До 200 |
1,9 |
2,1 |
2,7 |
3,2 |
3,6 |
4,0 |
4,5 |
До 250 |
2,3 |
2,6 |
3,3 |
4,0 |
4,7 |
5,4 |
5,9 |
До 300 |
2,7 |
3,2 |
4,0 |
5,0 |
5,9 |
6,8 |
7,7 |
До 350 |
3,7 |
4,3 |
5,3 |
6,4 |
7,5 |
8,6 |
9,6 |
До 400 |
4,9 |
5,6 |
6,7 |
8,0 |
9,2 |
10,4 |
11,7 |
До 450 |
— |
7,0 |
8,4 |
9,8 |
11,0 |
12,4 |
13,8 |
До 500 |
— |
— |
11,2 |
12,5 |
13,8 |
15,2 |
16,5 |
* Типові норми містять елементи: завантажити заготовку в піч, видати заготовку з печі та подати на бойок молота, скрутити кути заготовки, осадити заготовку, скрутити заготовку, виправити «на плоско», виміряти та підправити, відкласти поковку.
Застосування типових норм спрощує нормування праці у багатономенклатурних цехах, дозволяє знизити трудомісткість нормування праці на підприємстві, не знижуючи якості норм. Найбільш воно поширене при визначенні норм часу на обробку нормалізованих (юстованих) масових деталей, тобто нормалей, кріпильних деталей, арматури, фітингів, різального, вимірювального й монтажного інструменту та ін.
Такий підхід знаходить широке розповсюдження у нормуванні праці на галузевому рівні, де розробляють так звані галузеві нормативи часу на найпоширеніші трудові операції. У першу чергу це стосується нормативів на відпочинок та особисті потреби, виходячи з особливостей техніки, технології та організації виробництва і праці, з наявних санітарно-гігієнічних умов на типових для галузі та підгалузі робочих місцях.
Питання для самоконтролю
Що являють собою нормативи праці?
Які існують види нормативів?
Як поділяються нормативи за рівнем застосування?
У чому полягає суттєва відмінність між нормативом та нормою праці?
У чому полягає перевага нормативного способу розрахування норм перед розрахуванням норм за допомогою спостережень робочого часу та хронометражу?
У чому полягає сутність нормування праці за мікроелементами?
Які дві системи мікроелементного нормування праці існують у світі на цей час? У чому полягає сутність кожної з них?
Що вкладається у поняття інтенсивності праці?
Які існують підходи до визначення нормальної інтенсивності праці?
Як пов'язане визначення надбавок часу на відпочинок та особисті потреби за системами різних науковців?
У чому полягає особливість нормування праці за системою Барта-Мерріка?
У чому полягає особливість нормування праці за системою Міхеля?
У чому полягає особливість нормування праці за системою Бедо?
У чому полягає особливість нормування праці за системою Рефа?
У чому полягає особливість нормування праці за системою консультативної фірми «Персонел адміністрейшн лімітед»?
У чому полягає особливість нормування праці за системою Пейджа?
У чому полягає сутність мікроелементного нормування праці взагалі?
У чому полягає особливість мікроелементного нормування праці за системою МТМ?
У чому полягає особливість мікроелементного нормування праці за системою УФ?
У чому полягає особливість мікроелементного нормування праці за системою БМТ?
У чому полягає особливість мікроелементного нормування праці за системою ДМТ?
У чому полягає особливість мікроелементного нормування праці за системою БСМ?
Які види спрощених систем мікроелементного нормування праці розроблено регіональними асоціаціями МТМ?
Чи поширене мікроелементне нормування праці в Україні та в країнах СНД?
У чому полягає сутність укрупнених нормативів праці?
У чому полягає сутність типових, групових норм праці?
Що є основою створення укрупнених нормативів праці?
Які вимоги висуваються до укрупнених нормативів праці?
Які існують різновиди укрупнених нормативів праці?
За якою формулою встановлюються укрупнені нормативи часу на одиницю довжини взагалі?
За якою формулою розраховують укрупнені нормативи часу на одиницю довжини оброблюваної поверхні при верстатних роботах?
За якою формулою встановлюється укрупнений норматив часу на одиницю площі взагалі?
За якою формулою розраховують укрупнений норматив на обробку повної поверхні деталі при верстатних роботах?
Як розраховують укрупнені типові норми праці та де вони застосовуються?
6 АНАЛІЗ І ПЕРЕГЛЯД ТРУДОВИХ НОРМ
6.1. Аналіз стану нормування праці на підприємстві
Економічний аналіз являє собою систему спеціальних знань, яка забезпечує вивчення господарських процесів і дій у їх взаємозв'язку та взаємообумовленості. Це дослідження конкретних господарських процесів за допомогою спеціальних методів вивчення як загальних, так і окремих питань економіки підприємства. Такий аналіз дозволяє своєчасно виявити причини відхилень від намічених показників, узагальнити й правдиво оцінити виробничо-господарську ситуацію, що склалася на підприємстві чи в окремому його підрозділі, та підготувати науково обґрунтоване рішення для її розв'язування. Добре підготовлений та правильно організований аналіз дозволяє забезпечити об'єктивні засади науково обґрунтованого планування праці.
Зацікавленість підприємства у підвищенні ефективності використання живої праці виявляється через аналіз стану технічного нормування на підприємстві взагалі та якості діючих норм зокрема. Тому періодично виникає необхідність аналізу цих показників в окремих підрозділах виробництва.
Аналіз стану нормування праці містить:
визначення кількості робітників, яким встановлено норми праці;
визначення процента технічно обґрунтованих норм у складі застосовуваних на підприємстві норм;
встановлення чисельності робітників-відрядників, що не виконують норми виробітку;
встановлення чисельності робітників-відрядників, що перевиконують норми виробітку;
визначення середнього рівня невиконання норм та з'ясування причин такого стану;
визначення середнього рівня перевиконання норм та з'ясування, який головний фактор призводить до цього: зростання продуктивності праці чи низька якість норми;
розробка і впровадження заходів, спрямованих на забезпечення умов, відповідних до параметрів, які було зафіксовано при встановленні норм для тих робітників, що не виконують норми;
перегляді впровадження нових норм, що відповідають удосконаленню виробництва і праці під впливом НТП на тих робочих місцях, де існуючі норми праці набагато перевиконуються;
розробка й затвердження графіка перегляду та впровадження оновлених норм і здійснення заходів щодо забезпечення відповідних умов для запобігання невиконанню норм.
Визначення кількості робітників, яким
встановлено норми праці, відбувається
на всіх без винятку дільницях та в цехах
підприємства. На основі цього обліку
по цехах та підприємству в цілому
розраховують коефіцієнт охоплення
персоналу нормами прац![]() і(6.1):
і(6.1):
де чн — чисельність персоналу (робітників), що працюють за встановленими нормами праці;
чзаг — загальна чисельність персоналу (робітників) на підприємстві.
Більш точним показником, що характеризує розповсюдження нормованої праці, є коефіцієнт нормованої праці на підприємстві [1]:
![]() (6.2)
(6.2)
де Тн — сумарна нормована трудомісткість виконання робіт за певний період, нормо-годин;
Тф — сумарний фактично відпрацьований час за той самий період, людино-годин.
Показники оцінки стану нормування праці на підприємстві:
кількість робітників, яким встановлено норми праці;
процент технічно обґрунтованих норм у складі застосовуваних на підприємстві норм;
чисельність робітників-відрядників, що не виконують встановлені норми виробітку;
чисельність робітників-відрядників, що перевиконують встановлені норми;
середній рівень невиконання норм;
середній рівень перевиконання норм;
якість норм;
ефективність перегляду норм.
Як відомо, на підприємствах застосовуються норми праці, встановлені різними методами. Тому більш глибоко стан нормування праці на підприємстві відображає показник процента технічно обґрунтованих норм у сукупності впроваджених на підприємстві норм:
(6.3)
![]()
де Нто — кількість впроваджених на підприємстві технічно обґрунтованих норм праці;
Нзаг — загальна кількість впроваджених на підприємстві норм праці.
Застосування досвідно-статистичних норм як недостатньо суворо розрахованих знижує якість нормування праці на підприємстві. На цей час нормується праця майже 40% усіх зайнятих у промисловості працівників і майже 65% робітників. Особливо низький рівень нормування праці на допоміжних роботах з погодинною оплатою праці й нормування праці фахівців і технічних виконавців, що зумовлює надлишкові витрати праці порівняно з наявними можливостями техніки, технології та персоналу, не дозволяє досить ефективно використовувати матеріальні засади зростання продуктивності праці.
Аналізові підлягають рівень виконання норм виробітку за категоріями робітників-відрядників та обґрунтованість самих норм праці, наявних на підприємстві.
В умовах НТП на підприємствах постійно вдосконалюється техніка, технологія, організація виробництва та праці. Це створює умови для скорочення трудомісткості продукції. Результатом цього є скорочення часу на виробництво одиниці, що, у свою чергу, викликає необхідність перегляду діючих норм праці. Чим вищий процент перевиконання норм, тим менше вони напружені, гірше обґрунтовані.
Щоб захистити цей процес від суб'єктивізму підприємця чи нормувальника, необхідно проаналізувати фактичний рівень перевиконання норм на підприємстві та на дільницях, де впроваджувались останнім часом досягнення науково-технічного та організаційного прогресу.
Рівень виконання норм виробітку встановлюють порівнянням кількості робочого часу, передбаченого за нормою на певний обсяг виробленої продукції, з фактично витраченим часом на випуск цієї продукції. Перевиконання чи недовиконання норм виробітку робітниками впливає безпосередньо на обсяг виробництва продукції підприємством, а значить, обумовлює виконання контрактних зобов'язань фірми.
Значні відхилення у виконанні норм виробітку, наявність певної чисельності робітників, які їх не виконують, свідчать про значні недоліки в організації виробництва і праці на цій дільниці.
Для визначення показника виконання місячних норм групою робітників на дільниці, у зміні, в цеху застосовують два методи [11]:
метод визначення процента виконання норм за фактично відпрацьованим часом;
метод визначення процента виконання норми за змінним (календарним) часом.
Рівень перевиконання трудових норм за фактично відпрацьованим часом визначається як співвідношення обсягу фактично виконаної робітником роботи у нормо-годинах до фактично відпрацьованогочасу в людино-годинах [11]:
(6.4)
![]()
де Пвідпр — рівень виконання норми, %;
Тн — кількість нормо-годин на готову продукцію за нормами праці;
Тд — кількість нормо-годин, що зафіксовано доплатними листками, за відхилення від нормальних умов праці;
Тб — кількість нормо-годин, що витрачено на виконання роботи (продукції), яку визнано браком не з провини робітника;
Тфв — фактична кількість відпрацьованого часу (при відрядній системі оплати праці), год.
Рівень перевиконання трудових норм за змінним часом визначається із співвідношення витрат праці за нормами на випуск усього обсягу готової продукції до відповідного календарного часу:
(6.5)
![]()
де Пзм — рівень виконання норми, %;
Тн — витрати праці за нормами на випуск усього обсягу готової продукції, нормо-годин;
Твпр — сума відрядно відпрацьованих годин;
Тпр — тривалість простоїв, годин;
Тп — тривалість відволікання відрядників на погодинно оплачувані роботи, год.
Рівень виконання норм виробітку на дільницях, де переважає масовий тип виробництва однорідної продукції, визначається як співвідношення фактичного та нормованого обсягів продукції [1]:
(6.6)
![]()
де Рвн — рівень виконання норми виробітку;
Оф та Он — відповідно фактично вироблений та нормований обсяги продукції.
Але аналіз лише загального виконання норм виробітку окремими робітниками ще не дає уявлення про якість, наукову обґрунтованість самих норм. Тому аналіз слід доповнити дослідженнями виконання окремих елементів норм, відповідності фактичної організації праці запланованій, передбаченій на етапі проектування й розробки норми.
Ступінь виконання обґрунтованих норм виробітку — важливий показник успішності праці як окремих робітників, так і виробничих.колективів у цілому.
Виявлення значного рівня перевиконання норм, наявність суттєвих змін технологічних, технічних, організаційних, санітарно-гігієнічних умов праці — це вагомі підстави для перегляду норм.
Нормування може забезпечувати економію робочого часу тільки в тому випадку, коли якість норм підтримується на високому рівні, відповідно до сучасних умов виробництва.
Якість норми розглядається як здатність стимулювати підвищення продуктивності праці. Вона значною мірою залежить від методу її встановлення. І ому впровадження технічно обґрунтованих норм сприяє вирішенню завдання підвищення якості нормування праці на підприємстві.
Відсутність прямих показників оцінки якості норм праці викликає необхідність застосування таких непрямих показників, як точність норм та напруженість норм праці [1].
Під точністю норми праці (Iн)розуміють межу допустимого відхилення в рівнях виконання норм внаслідок відмінностей в індивідуальній продуктивності праці [1]:
(6.7)
![]()
де Рc — середній рівень виконання норм, %;
Рm — максимально допустиме відхилення індивідуального виробітку від середнього рівня (для машинних робіт дорівнює 33%, для ручних — 50%);
Nзaг — загальна чисельність досліджуваної групи працівників.
Напруженість норми праці визначається з порівняння середнього рівня її виконання (у процентах) з максимальним відхиленням від 100%; нормальний рівень напруженості визначається за формулою [1]:
![]() (6.8)
(6.8)
Наявність різних рівнів точності та напруженості норм на практиці поділяє роботи й вироби на вигідні та невигідні з точки зору витрат праці (робочого часу) на їх виготовлення, вона є підґрунтям для суб'єктивізму в поділі праці між бригадами та окремими робітниками, що, в свою чергу, суттєво погіршує соціально-психологічний мікроклімат серед робочого персоналу на підприємстві.
Статистично допустиме відхилення рівня виконання норми від середнього рівня визначається як [1]:
(6.9)
![]()
де n — чисельність робітників, праця яких нормується, в конкретному підрозділі;
Nзaг — чисельність усіх робітників (загальна чисельність робітників).
Середня величина варіації відхилень на підприємстві визначається за допомогою показника середньоквадратичного відхилення [1]:
![]() (6.10)
(6.10)
де m — рівень відхилення за рахунок неадекватної напруженості норм.