

Основные элементы фрез. Геометрические параметры режущей части фрез
На рисунке 4 показаны основные элементы цилиндрической и торцовой фрез.
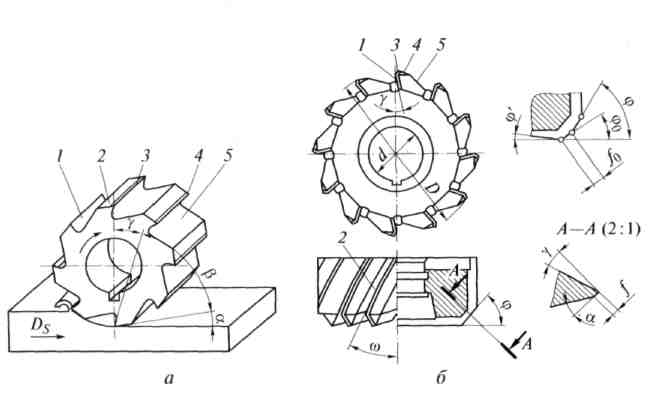
Рисунок 4 – Элементы и геометрические параметры фрез:
а – цилиндрическая с прямыми зубьями;
б – торцовая с винтовыми зубьями;
1,2 – передняя и задняя поверхность зуба соответственно;
3 – режущая кромка;
4 – ленточка; 5 – впадина;
d – посадочный диаметр;
D – диаметр фрезы
Передняя поверхность 1 зуба – поверхность, по которой сходит стружка.
Задняя поверхность 2 зуба – поверхность, которая обращена в процессе резания к обрабатываемой поверхности заготовки.
Режущая кромка (лезвие) 3 образована пересечением передней и задней поверхностей.
Режущая кромка в отдельных случаях может иметь ленточку 4, ширина которой определяется назначением и условиями работы фрезы.
Впадина 5 предусмотрена для размещения и выхода стружки.
Геометрические параметры
Передний угол γ – угол между передней поверхностью зуба и диаметральной плоскостью фрезы.
Задний угол а – угол между задней поверхностью зуба и плоскостью, перпендикулярной диаметральной плоскости фрезы.
Угол заострения β – угол между передней и задней поверхностями зуба фрезы.
Главный угол в плане φ на угловой кромке – угол между проекцией угловой кромки на осевую плоскость и направлением движения подачи.
Он влияет на толщину срезаемого слоя при одной и той же подаче, на соотношение составляющих сил, действующих на фрезу, на стойкость фрезы и качество обработанной поверхности. Чем меньше угол φ, тем меньше толщина срезаемого слоя, тем выше стойкость фрезы и чище обработанная поверхность, но тем больше составляющая силы резания.
Главный угол в плане φ0 на переходной режущей кромке, определяемой величиной fо, – угол между проекцией переходной кромки на осевую плоскость и направлением движения подачи.
Вспомогательный угол в плане φ' – угол между проекцией торцовой кромки на осевую плоскость и направлением движения подачи.
Угол наклона зубьев фрезы ω – угол между винтовой кромкой, полученной при ее развертывании, и осью фрезы. Угол наклона зубьев служит для обеспечения более спокойных условий резания и создания направления сходящей стружки.
По направлению зубьев различают фрезы с прямыми и винтовыми зубьями. Зубья фрезы могут быть цельными, с напаянными режущими пластинами и сборные, у которых режущие элементы крепятся в корпусе механически.
Способы фрезерования
Фрезерование может производиться двумя способами:
против направления движения подачи Ds, или способом встречного фрезерования (рисунок 5, а), когда фреза в своем главном движении Dr против направления движения подачи снимает стружку толщиной от а до атах. Встречное фрезерование применяется в качестве черновой обработки заготовок при наличии корки или окалины;
по направлению движения подачи, или способом попутного фрезерования (рисунок 5, б), когда вращение фрезы и направление движения подачи совпадают, при этом каждый зуб фрезы снимает стружку толщиной от amах до а. Попутное фрезерование применяют при чистовой обработке, когда требуется высокая точность обработки, а также при обработке тонких заготовок.
Встречное фрезерование – фреза отрывает заготовку от стола, приводя к увеличению зазора между столом и направляющими станины, вызывая вибрацию, увеличение шероховатости поверхности. Нагрузка на зуб возрастает от нуля до максимума.
Достоинство – работа зубьев “из под корки”.
Недостаток – наличие начального скольжения зуба по наклёпанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
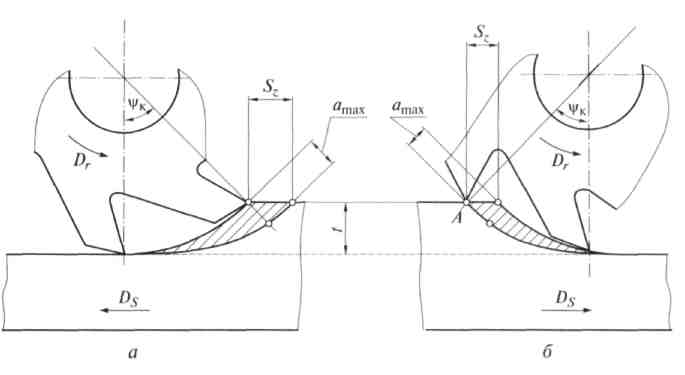
Рисунок 5 – Встречное (а) и попутное (б) фрезерование:
Dr — направление главного движения;
Ds – направление движения подачи;
t – глубина резания;
Sz – подача на зуб;
a mах – максимальная толщина стружки;
Ψ к – угол контакта фрезы
Попутное фрезерование – фреза прижимает заготовку к столу, а стол, к направляющими станины. Работа проходит более спокойно, и обеспечивает более высокое качество обработанной поверхности.
Достоинство – исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость поверхности.