

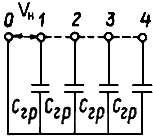
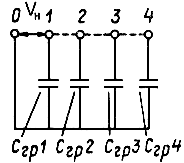
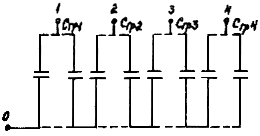
Схемы включения групп конденсаторов
#G0Номер схемы
|
Схемы включения
|
Точки приложения рабочего напряжения
|
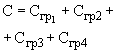
Емкость конденсатора
|
1
|
|
0 - 1, 2, 3, 4
|
С=4
|
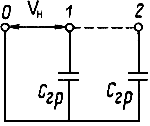
2
|
|
0 - 1, 2
|
С=2
|
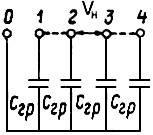
3
|
|
1,2 - 3, 4
|
С=
|
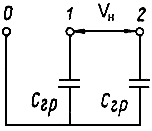
4
|
|
1 - 2
|
С= /2
|
5
|
|
0 - 1, 2, 3, 4
0 - 1
0 - 2
0 - 3
0 - 4 |
|
6
|
|
|
=7/16C =5/16С =3/16С =1/16С
|
Приложение 16
(справочное)
Характеристика теплоизоляционных материалов
#G0 Материал
|
Максимальная рабочая температура, °C
|
Масса на единицу площади, г/м (объемная плотность, кг/м )
|
Асбестовые материалы:
|
|
|
Ткани - марка (толщина, мм):
|
|
|
АТ-3 (2,5)
|
400
|
1200
|
АТ-4 (3,1)
|
400
|
1525
|
АТ-5 (2,2)
|
400
|
1350
|
АТ-7 (2,4)
|
450
|
1525
|
АТ-8 (3,3)
|
450
|
2100
|
AT-13 (4,4)
|
400
|
2600
|
ACT-1 (1,8)
|
500
|
1050
|
ACT-2 (ACT-ж) (0,9)
|
700
|
500
|
Картон:
|
|
|
КАОН-1, КАОН-2, КАП толщиной 1,3-6,0 мм
|
500
|
(900-1400)
|
Шнуры:
|
|
|
ШАОН, ШАП, ШАГ диаметром 5-25 мм
|
400
|
83-380 г/м
|
Маты:
|
|
|
высокотемпературные МВТ
|
1000
|
(250)
|
базальтовые прошивные
|
700
|
(50)
|
холст из базальтового супертонкого волокна БСТВ
|
700
|
(20)
|
Кремнеземные материалы:
|
|
|
Ткани - марка (толщина, мм):
|
|
|
КТ-11 (0,35)
|
1000
|
300
|
КТ-11-13 (0,35)
|
1000
|
300
|
КТ-11-ТО (0,44)
|
1000
|
300
|
КТ-11-ТОА (0,44)
|
1000
|
300
|
КТ-11-С8/3 (0,50)
|
1000
|
610
|
КТ-11-С8/3-13 (0,50)
|
1000
|
580
|
КТ-11-С8/3-ТО (0,68)
|
1000
|
580
|
КТ-11-С8/3-13-ТО (0,64)
|
1000
|
580
|
КТ-11-С8/3-ТО-ПХ (0,68)
|
1200
|
580
|
КТ-11-ТО-ПХ (0,44)
|
1200
|
300
|
КТ-11-С12/7 (0,90)
|
1000
|
1100
|
К11-Тр-1,1-ТО (1,1)
|
1000
|
960
|
Нити:
|
|
|
К11С6-180-13
|
1000
|
180*
|
К11С6-170-БА
|
1000
|
170*
|
К11С6-250-БА
|
1000
|
250*
|
________________ * Линейная плотность нити, текс.
|
||
Волокна:
|
|
|
резаные волокна KB-11 диаметром 6-9 мкм и длиной волокна 50-100 мм
|
1000
|
|
волокно каолинового состава: вата ВКВ I и II сорта
|
1000
|
(100-150)
|
ВКВ-50, ВКВ-54, ВКВ-58
|
1200
|
(96-150)
|
иглопробивное полотно из кремнеземного волокна толщиной 5-25 мм - ИПП-КВ
|
1000
|
620-4750 (130-170)
|
рулонный материал ВКР-150
|
1000
|
(100-150)
|
Приложение 17
(справочное)
ТЕХНИЧЕСКИЕ ДАННЫЕ ГИБКИХ НЕИЗОЛИРОВАННЫХ ПРОВОДОВ
ДЛЯ ИНДУКЦИОННЫХ НАГРЕВАТЕЛЕЙ
(медные провода марки М по #M12293 0 1200008421 3271140448 2171520592 247265662 4291936017 557313239 2960271974 3594606034 4293087986ГОСТ 839#S, МГ и МГЭ по ТУ 16-705.466-87)
#G0Марка
|
Номинальное сечение провода, мм
|
Число и номинальный диаметр проволок, мм
|
Диаметр провода, мм
|
Электрическое сопротивление 1 км провода, Ом, не более
|
Масса, кг/км
|
М
|
35
|
7х2,51
|
7,5
|
0,52
|
311
|
|
50
|
7х3,00
|
9,0
|
0,37
|
444
|
|
70
|
19х2,13
|
10,7
|
0,27
|
612
|
|
95
|
19х2,51
|
12,6
|
0,194
|
850
|
|
120
|
19х2,80
|
14,0
|
0,156
|
1058
|
|
150
|
19х3,15
|
15,8
|
0,123
|
1338
|
|
185
|
37х2,51
|
17,6
|
0,10
|
1659
|
|
240
|
37x2,84
|
19,9
|
0,0789
|
2124
|
МГ
|
35
|
133х0,58
|
8,70
|
0,521
|
322
|
|
50
|
133х0,68
|
10,20
|
0,375
|
442
|
|
70
|
189х0,68
|
12,55
|
0,254
|
629
|
|
95
|
259х0,68
|
14,28
|
0,193
|
861
|
|
120
|
259x0,77
|
16,17
|
0,150
|
1104
|
|
150
|
259х0,85
|
17,85
|
0,123
|
1346
|
|
185
|
361х0,80
|
20,00
|
0,100
|
1662
|
|
240
|
427х0,85
|
22,95
|
0,0748
|
2219
|
МГЭ
|
240
|
570х0,73
|
26,60
|
0,0776
|
2370
|
Примечание. У провода типа МГЭ имеется сердечник диаметром 11 мм.
Приложение 18
(справочное)