

Примеры приспособлений для сборки стыков труб
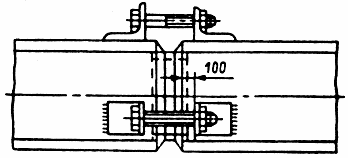
Рис.П11.1. Сборка на стяжных уголках стыков труб диаметром более 100 мм
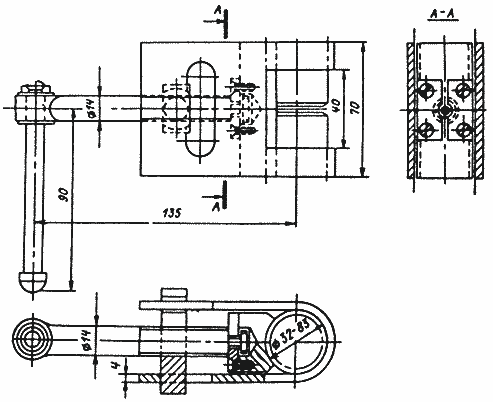
Рис.П11.2. Приспособление для центровки труб диаметром 32-83 мм
(размеры даны для труб диаметром 32 мм)

Рис.П11.3. Приспособление для стыковки труб диаметром 60 мм

Рис.П11.4. Приспособление для центровки труб диаметром 25-60 мм
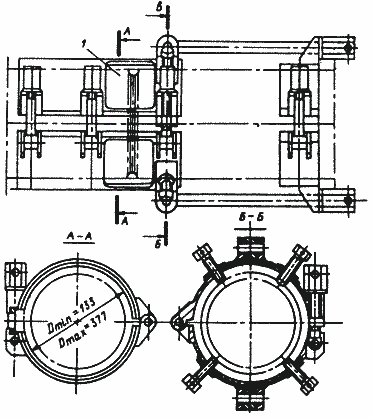
Рис.П11.5. Приспособление хомутного типа для центровки труб
диаметром 133-377 мм (1 - вырезы в хомутах для наложения прихваток)
Приложение 12
(рекомендуемое)
Технология выполнения облицовочного слоя сварных швов стыков труб*
________________
* Рекомендации составлены по материалам фирмы "Центроэнергомонтаж".
1. Настоящая технология разработана для ручной дуговой сварки неповоротных стыков труб из стали любой марки, на которые распространяется настоящий РД.
2. Наложение облицовочного слоя по предлагаемой технологии выполняется с целью придания надлежащего качества и внешнего вида верхнему слою шва, сокращения расходов электродов за счет выполнения облицовочного шва оптимальных размеров.
Сварщика нужно специально обучить качественному выполнению облицовочного слоя.
3. Основной шов должен заполнять разделку не до краев, а оставив по всему периметру стыка место для наложения облицовочного слоя (рис.П12.1). Остаточная глубина зависит от диаметра электрода, которым будет выполняться облицовочный слой:
#G0Диаметр электрода, мм
|
2,5
|
3,0
|
4,0
|
Остаточная глубина , мм
|
1,0-1,5
|
1,5-2,0
|
2,0-2,5
|
Сварка в потолочном и вертикальном положении должна производиться электродами диаметром не более 3 мм.
Электроды для сварки облицовочного слоя должны быть той же марки, которой выполнялся основной шов.
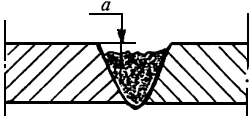
Рис.П12.1. Остаточная глубина для наложения облицовочного слоя
4. На вертикальных стыках ширина облицовочного валика (рис.П12.2) не должна быть более 16 мм для углеродистых и низколегированных сталей и 10 мм - для высоколегированных.
На горизонтальных стыках облицовочный слой следует накладывать ниточным швом или с незначительными поперечными колебаниями электрода.
Выпуклость (усиление) шва должно составлять для труб с толщиной стенки до 10 мм не более 3 мм, с толщиной стенки свыше 10 до 20 мм - не более 3,5 мм, при большей толщине стенки - не более 4 мм; минимальный размер усиления - 0,5 мм.

Рис.П12.2. Размеры облицовочного слоя
Приложение 13
(справочное)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТРУБОСВАРОЧНЫХ АВТОМАТОВ (СВАРОЧНЫХ ГОЛОВОК)
ДЛЯ АРГОНОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
Таблица П13.1
Автоматы для сварки без присадки
#G0Марка автомата (сварочной головки)
|
Размер свариваемых труб, мм
|
Макси- мальный сварочный ток, А |
Макси- мальная скорость сварки, об/мин |
Радиус вращаю- щихся частей, мм |
Устано- вочная длина, мм (не менее) |
Масса головки, кг
|
||||||
|
диаметр
|
толщина стенки
|
|
|
|
|
|
|||||
Сварочные головки типа "Малыш" (СА):
|
|
|
|
|
|
|
|
|||||
СА-305
|
14-25
|
|
80
|
3,04
|
28
|
45
|
2,3
|
|||||
СА-306
|
25-38
|
3,5
|
100
|
3,06
|
36
|
45
|
3,8
|
|||||
СА-307
|
38-57
|
|
100
|
2,00
|
50
|
60
|
4,1
|
|||||
ОДА-2ГС
|
20-42
|
3,5 |
160
|
6,59
|
55
|
90
|
3,5
|
|||||
ОДА-3ГС
|
42-76
|
|
200
|
2,00
|
85
|
95
|
5,5
|
|||||
ГТ1-57
|
25-57
|
3,5 |
160
|
3,50
|
63
|
88
|
4,6
|
|||||
ГТ1-108
|
56-108
|
|
200
|
1,87
|
115
|
113
|
9,5
|
|||||
ОКА-1И
|
76-133
|
Для сварки корневых слоев |
200
|
1,53
|
128
|
137
|
12,5
|
|||||
ОКА-2И
|
133-219
|
|
200
|
0,80
|
180
|
140
|
18,0
|
|||||
Примечания. 1. Головки "Малыш", ОДА, ГТ1 и ОКА работают с аппаратурой управления ЭР-240 и источником питания ТИР-300ДМ1 или ТИР-ВЧ-160-АУ1 со встроенной аппаратурой управления.
2. Головка ГТ1-108 имеет механизмы автоматической регулировки напряжения дуги (АРНД) и колебания горелки.
Таблица П13.2