

Допустимые размеры включений, выявляемых при металлографическом исследовании
#G0Номинальная толщина стенки труб (деталей) в стыковых соединениях или меньший катет шва в угловых, мм
|
Допустимый наибольший размер одиночных включений и скоплений, мм
|
Максимально допустимое число включений (скоплений) в шлифе
|
Максимально допустимый показатель , мм
|
До 5
|
0,5
|
4 |
1,3 |
Свыше 5 до 6,5
|
0,6
|
4
|
1,4
|
Свыше 6,5 до 8,5
|
0,8
|
4
|
1,7
|
Свыше 8,5 до 12
|
1,0
|
4
|
2,0
|
Свыше 12 до 20
|
1,3
|
5
|
2,5
|
Свыше 20 до 35
|
2,0
|
6
|
3,5
|
Свыше 35 до 50
|
2,5
|
7
|
5,0
|
Свыше 50
|
3,0 |
8 |
8,0 |
Примечания. 1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются.
2. Расстояние между любыми двумя включениями и скоплениями должно составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений.
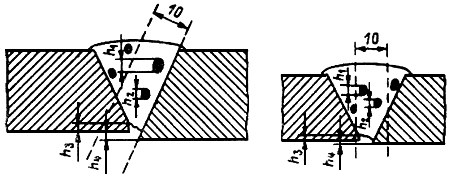
Рис.18.8. Схема подсчета показателя концентрации дефектов ( ):
![]()
18.6.25. В околошовной зоне сварных соединений элементов из стали аустенитного класса, выполненных ручной дуговой сваркой, не допускается действительное зерно крупнее номера 1 по шкале #M12291 1200005473ГОСТ 5639#S для основного металла.
18.6.26. При микроисследовании сварных соединений, выполненных газовой сваркой на элементах из стали перлитного класса, не допускаются в металле шва и околошовной зоне зерна номер 1 и крупнее по шкале #M12291 1200005473ГОСТ 5639#S, участки с мартенситной структурой.
18.6.27. При микроисследовании сварных соединений труб из аустенитных сталей структура металла шва должна быть аустенитной с незначительным количеством карбидов, равномерно расположенных по полю и границам зерен, и феррита в случае применения аустенитно-ферритных электродов. Зона термического влияния должна иметь аустенитную структуру с небольшим количеством карбидов, равномерно распределенных по сечению зоны.
18.6.28. При микроисследовании сварных соединений труб из сталей мартенситно-ферритного класса, выполненных ручной дуговой сваркой аустенитным присадочным материалом, типичными структурами являются: для наплавленного металла - аустенит с ферритными прослойками по границам зерен и единичными выделениями карбидов, для высокотемпературной зоны термического влияния - ферритно-аустенитная. Допускается наличие ферритной полосы вдоль линии сплавления со стороны основного металла.
18.6.29. Если при металлографическом исследовании контрольных сварных стыков в соответствии с п.18.6.4,б, проверенных ультразвуком или радиографией, обнаружены недопустимые внутренние дефекты, которые по нормам этих методов контроля должны и могли быть выявлены примененным методом неразрушающего контроля, то все производственные сварные соединения, контролируемые дефектным стыком, подлежат 100%-ной проверке тем же методом дефектоскопии независимо от предусмотренного и выполненного объема неразрушающего контроля. Эту проверку должен осуществлять наиболее опытный и квалифицированный дефектоскопист. Дефектоскописту, проверявшему контрольный стык и пропустившему в нем дефект, выполнять указанный контроль производственных стыков не разрешается.