

2 Технологическая часть
2.2 Исходные данные
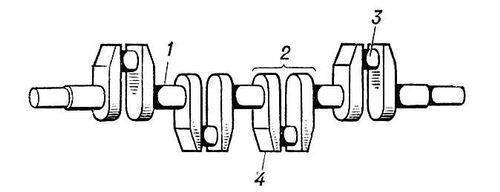
Коленчатый вал преднозначен для восприятия усилия от поршней через шатуны и преобразует их в крутящий момент, который затем передается через маховик на трансмиссию. На валу имеются: коренные и шатунные шейки, щеки и противовесы и фланец для крепления маховика, в передней части вала расположены: шестерня привода распределительного вала, шкив для привода генератора и вентилятора.
Диаметры шатунных шеек 47,814- 47,834 мм. ; коренных шеек 50,775- 50,795 мм.
Таблица 2.2.1. Химический состав стали Ст45 ГОСТ 1050 – 88.
Углерод |
Марганец |
Кремний |
Не более |
|||||
0,45- 0,50 |
0,50- 0,80 |
0,17- 0,37 |
Хром |
Никель |
Медь |
Сера |
Фосфор |
Мышьяк |
0,25 |
0,25 |
0,25 |
0,04 |
0,035 |
0,08 |
|||
Таблица 2.2.2.Механические, физические и технологические свойства.
Вид термообра-ботки |
Механические свойства. |
Физические свойства |
Технологические свойства |
|||
Предел прочности (кГ/мм2). |
Предел текучести σ т Н/мм2 (кгс/мм2) |
Относит. Удлинение δ % |
Температура ковки |
Обрабаты-ваемость |
Сварива-емость |
|
|
32- 80 |
355(36) |
16 |
1250- 700 |
Хорошая в горячекатанном состоянии при НВ 170-179 и σB = 640 МПа Kυ тв. спл. = 1, Kυ б.ст. = 1. |
Трудно-свари-ваемая |
|
|
|
|
|
1706, КП. ЭММ. 000.00. ПЗ |
Лист |
|
|
|
|
|
|
|
4 |
|
из |
Лист |
№док |
подп |
дата |
|
|
|
Таблица 2.3.1 Карта технических требований на дефектацию детали.
|
Деталь |
Номер детали |
Коленчатый вал |
10Д100.05.052Сб |
|
Материл |
Твердость |
|
Ст45 ГОСТ 1050 – 88.
|
HRC 49- 58 |
Приложение таблицы 2.3.1.
Пози-ция на эскизе. |
Дефект. |
Способ установления дефектов, измерит. Инструменты. |
Размеры, мм. |
Заключение. |
||
По рабочему чертежу. |
Допусти-мые без ремонта. |
Допусти-мые для ремонта. |
||||
1 |
Износ шатунных шеек в пределах ремонтного размера. |
Визуально (биение, эллипсность и конусность шеек, дисбаланс) |
|
47,834- 46,834 |
Ремонт |
Шлифовка |
2 |
Износ фланца по диаметру. |
Микрометр |
|
0,06—0,08 |
Ремонт |
Восстановление путем расстачивания, шлифование |
|
|
|
|
|
1706, КП. ЭММ. 000.00. ПЗ |
Лист |
|
|
|
|
|
|
|
5 |
|
из |
Лист |
№док |
подп |
дата |
|
|
|
Дефект 1. Для восстановления шатунных шеек в пределах ремонтного размера используют круглошлифовальный полуавтоматический станок марки 3М152ВМ и производят шлифовку в пределах ремонтного размера.
Дефект 2.Для восстановления износа фланца по диаметру применяют растачивание или шлифование на круглошлифовальном станоке 3Б161
Таблица 2.3.2 План технических операций ремонта коленчатого вала.
Номер |
Наименование и содержание операции. |
Оборудование. |
Приспособление. |
Инструмент. |
Установочные базы. |
|
Рабочий. |
Измерит. |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
005 |
Моечная
Промыть коленчатый вал, высушить. |
Ванна моечная, шкаф сушильный |
|
|
|
|
010 |
Расточная,
Обработка коленчатого вала |
Круглошлифо-вальный станок 3Б161 |
Центра |
Шлифовальный круг э46 6ОСТ1СТ2К |
Микро-метр |
Шатунных и коренных шеек. |
015 |
Моечная
Промыть коленчатый вал после расточки, высушить |
Ванна моечная, шкаф сушильный |
|
5 % раствор соды, 60 С |
|
|
020 |
Шлифовальная
Доводка точных размеров |
Круглошлифо-вальный полуавтоматический станок марки 3М152ВМ |
Центра |
Шлифовальный круг э46 6ОСТ1СТ2К |
|
Шатунных и коренных шеек. |
025 |
Контрольная
Произвести замеры |
Стол контролера |
Центра |
|
Микро-метр |
|
|
|
|
|
|
1706, КП. ЭММ. 000.00. ПЗ |
Лист |
|
|
|
|
|
|
|
6 |
|
из |
Лист |
№док |
подп |
дата |
|
|
|
|
|
|
|
|
1706, КП. ЭММ. 000.00. ПЗ |
Лист |
|
|
|
|
|
|
|
7 |
|
из |
Лист |
№док |
подп |
дата |
|
|
|
