

Классификация канатов.
Общие положения по канатам
Стальные канаты, применяемые в качестве грузовых, стреловых, вантовых, несущих, тяговых, монтажных, должны соответствовать государственным стандартам, иметь сертификат (свидетельство) или копию сертификата предприятия-изготовителя канатов об их испытании в соответствии с ГОСТ 3241 и ГОСТ 18899. Применение канатов, изготовленных по международным стандартам, допускается по заключению головной организации или органа по сертификации. Канаты, не снабженные сертификатом (свидетельством) об их испытании, к использованию не допускаются. Стальные канаты изготавливают (ГОСТ 3241) из стальной проволоки (ГОСТ 7372), полученной путем многократного холодного волочения с промежуточными термической и химической обработкой.
В ГПМ рекомендуется применять проволоку с временным сопротивлением разрыву овр= 1600...2000 МПа. При Ощ> менее 1600 МПа диаметр каната значительно увеличивается, что также увеличивает диаметр барабана и блоков. При авр большем 2000 МПа повышается жесткость каната, что уменьшает срок службы каната вследствие снижения сопротивления усталости проволок каната.
По механическим свойствам стальную проволоку разделяют на марки:
В - высокого качества, из данной проволоки изготавливают грузолюдские канаты;
/ - нормального качества;
канаты из проволоки марки // и Б.
6.2.2. Классификация канатов
Канаты ГПМ классифицируются следующим образом:
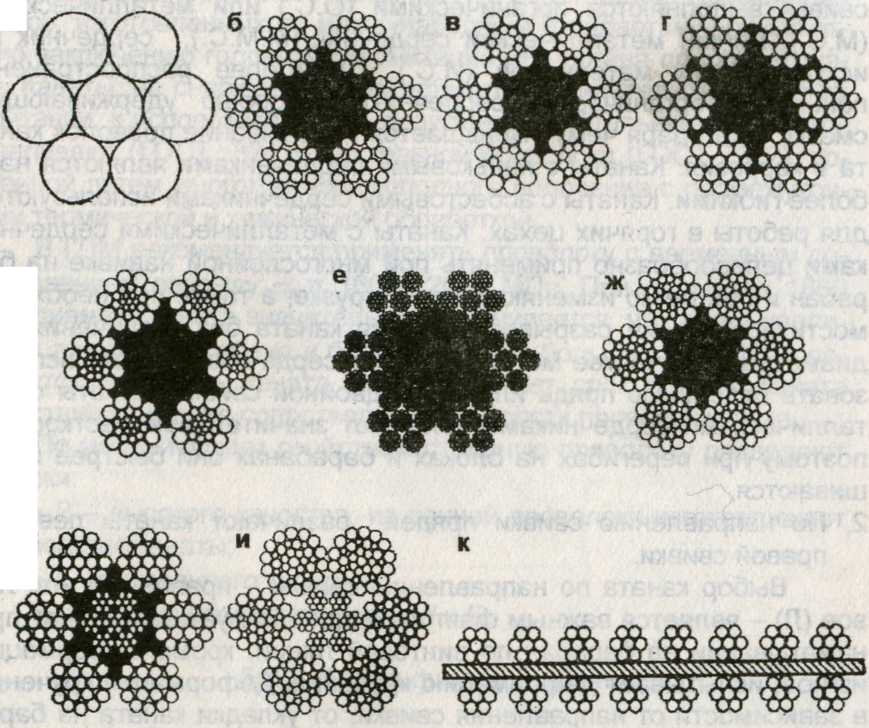
По конструкции канаты разделяют:
На канаты одинарной, двойной и тройной свивки.
Канаты одинарной свивки (спиральные), состоящие из проволок, свитых по спирали в один или несколько концентрических слоев, используются в качестве оттяжек в ГПМ. Закрытые спиральные канаты применяются в качестве несущих канатов подвесных канатных дорог и кабельных кранов.
Канаты двойной свивки применяют в ГПМ в качестве грузовых. Они изготавливаются из прядей, свитых вокруг сердечника и состоящих из центральной проволоки, вокруг которой по винтовой линии в несколько слоев навивается проволока.
Канаты тройной свивки находят применение в качестве натяжных канатов в подвесных канатных дорогах. Эти канаты состоят из прядей двойной свивки, свитых вокруг центрального сердечника.
По типу сердечников. Сердечники в канатах двойной свивки выполняются органическими (О.С.) или металлическими (М.С.), мягкий металлический сердечник (М.М.С.), сердечник из искусственных материалов (И.С.). Наиболее распространены пеньковые органические сердечники, хорошо удерживающие смазку, благодаря чему уменьшается изнашивание проволок каната и коррозия. Канаты с пеньковыми сердечниками являются наиболее гибкими. Канаты с асбестовыми сердечниками используются для работы в горячих цехах. Канаты с металлическими сердечниками целесообразно применять при многослойной навивке на барабан и при резко изменяющейся нагрузке, а также при необходимости повышения разрывного усилия каната без увеличения его диаметра. В качестве металлического сердечника можно использовать отдельную прядь или канат двойной свивки. Канаты с металлическими сердечниками обладают значительной жесткостью, поэтому при перегибах на блоках и барабанах они быстрее изнашиваются.
По направлению свивки прядей различают канаты левой и правой свивки.
Выбор каната по направлению свивки - правое (П) или левое (Л) - является важным фактором при эксплуатации. Канат при наматывании на барабан по винтовой линии, кроме деформации изгиба, испытывает деформацию кручения. Деформация кручения в зависимости от направления свивки, от укладки каната на барабан и направления вращения барабана может увеличивать или уменьшать скручивание каната. Необходимо так подбирать направление свивки, чтобы при эксплуатации канат дополнительно подкручивался, что увеличивает его прочность. Правильный выбор направления свивки каната особенно важен при навивке его на гладкий барабан. При подвеске грейфера на двух и более ветвях обычно используют один канат правой, другой - левой свивки, благодаря чему удается избежать скручивания отдельных ветвей каната между собой.
По взаимному направлению свивок проволок в прядях и прядей в канате. Различают канаты (рис.б.З):
Крестовой свивки. В канатах крестовой свивки проволоки в прядях и пряди в канате имеют различное направление. Канаты крестовой свивки по сравнению с канатами односторонней свивки имеют повышенную жесткость и напряжения смятия между проволоками вследствие их точечного касания. Точечное касание проволочек каната с поверхностями барабанов и блоков способствуют уменьшению сроков службы каната и увеличению износа поверхностей блоков и барабанов.
Односторонней свивки (правой или левой). В данных канатах все проволоки в прядях и пряди расположены в одном и том же направлении. Канаты односторонней свивки по сравнению с канатами крестовой свивки обладают следующими преимуществами: более гибкие, имеют гладкую наружную поверхность, что увеличивает площадь контакта барабанов и блоков, в результате чего уменьшается износ каната, барабана и блоков. Между проволоками каната вследствие линейного касания возникают небольшие напряжения смятия. К недостаткам этих канатов можно отнести возможность их раскручивания при подвеске груза на одной ветви, а также раскручивание оборванной проволоки на большой д при ее обрыве, что создает неудобства в эксплуатации. Канаты односторонней свивки (рис. 6.4) имеют значител преимущества перед канатами с крестовой свивкой. О/ они не нашли широкого применения, так как раскручиваются, требуют осторожного отношения при монтаже, а эксплуатации не допускают резкое ослабление усилий в ветвях. Эти канаты используют в лифтах.
Комбинированной свивки. В канатах комбинированной свивки направление свивок рядом лежащих прядей различное - в одних прядях оно совпадает с направлением свивки прядей в канате, в других не совпадает.



4. По типу свивки прядей канаты бывают с точечным касанием (ТК), линейным касанием (ЛК) проволок между слоями и точечно-линейным (ТЛК) касанием. При точечном касании углы касания проволок в разных слоях неодинаковые, при этом создаются повышенные напряжения смятия, что увеличивает износ проволок. При линейном касании углы навивки проволок в разных слоях одинаковые. Пряди канатов свивают в один или несколько слоев. Однослойные пряди свивают из проволок одинакового диаметра, вокруг одной центральной проволоки. Двухслойные пряди могут быть выполнены:
с одинаковым числом и диаметром проволок в каждом слое (ЛК-О, линейное касание проволок);
с различным числом и диаметром проволок в каждом слое (ЛК-Р, линейное касание проволок);
с проволоками заполнения между проволоками прядей (ЛK-3, линейное касание).
Пряди ЛК-Р имеют лучшее заполнение сечения, чем пряди ЛК-О, а в более толстых проволочках ЛК-О быстрее наступает усталостный излом. Поэтому чаще в ГПМ применяются канаты ЛК-Р.
Канат двойной свивки ЛК-РО имеет линейное касание проволок между слоями, в прядях имеются слои с проволоками одинакового диаметра.
5. По способу свивки различают раскручивающие канаты (Р), выполненные из проволочек и прядей без предварительной деформации, и нераскручивающиеся (Н) с предварительной деформацией. Проволоки и пряди раскручивающихся канатов имеют внутренние напряжения. Упругие силы, присутствующие в проволочках, стремятся вернуть их в прямолинейное положение Если разрубить канат, то проволочки раскинутся веером. Проволочки и пряди нераскручивающихся канатов подвергаются предварительной деформации с помощью специальных устройств, называемых перфораторами, устанавливаемыми в канатовьющих машинах. Проволочки и пряди нераскручивающихся канатов не имеют внутренних напряжений. Можно отметить следующие преимущества нераскручивающихся канатов: гибкость (отсутствие внутренних напряжений); равномерное распределение усилий между прядями и внутри прядей; при обрыве проволочка сохраняет свое положение внутри каната, что облегчает условия обслуживания канатов и уменьшает повреждения поверхностей блоков и барабанов.
6. По виду покрытий поверхности проволок различают канаты:
из проволок без покрытия - светлой проволоки;
из оцинкованных проволок (ЛС - тонким цинковым покрытием для легких условий работы; СС - со средним цинковым покрытием для средних условий работы, ЖС - с толстым цинковым покрытием для жестких условий работы).
7. Канаты фасонного профиля. В ряде случаев кроме канатов с круглыми прядями применяются канаты с фасонными прядями, например в шахтном подъеме. Канат с фасонными прядями, огибающий барабан или шкив, опирается по значительно большей поверхности, что уменьшает удельное давление, действующее на поверхность барабана или шкива, и увеличивает срок службы каната.