

1.3 Особенности перерабатываемого материала.
В качестве сырья используется полиэтилен высокого давления (низкой плотности)
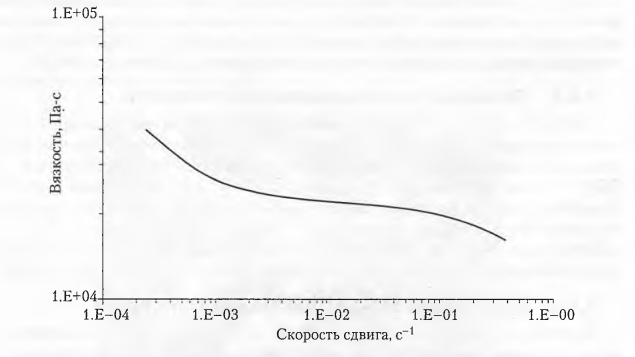
Рис 1.4 – Зависимость вязкости ПЭВД от скорости сдвига
ПЭВД имеет длинные ветви, которые, как известно, обеспечивают неньютоновский реологический отклик. ПЭВД лучше поддается снижению вязкости с увеличением скорости сдвига, поэтому зависимость энергии, затрачиваемой на экструзию при типично высоких скоростях сдвига, ниже, чем при пропорциональном соотношении. Благодаря этому экструзия ПЭВД более экономична, чем экструзия других полиэтиленов; для экструдеров не требуется столь мощных двигателей. При низких скоростях сдвига вязкость значительно возрастает, поэтому высока вязкость нулевого сдвига (прочность расплава). Типичная реологическая кривая для ПЭВД показана на рис. 1.4. ПЭВД имеет более высокую прочность рукава при экструзии с раздувом, поэтому сопротивление разрыву и стабильность рукава до затвердевания выше. При использовании технологии плоскощелевой экструзии пленка будет стабильна в расплавленном состоянии между экструзионной головкой и холодными валками. Длинные ветви обеспечивают лучшее межмолекулярное зацепление при низкой скорости сдвига. При повышении скорости сдвига длинные ветви освобождаются из зацеплений, и вязкость заметно снижается. Эти реологические характеристики имеют первостепенное значение при переработке. [11]
1.4. Обзор методов получения пленки
Многообразие видов полимерных пленок определяет и разнообразие методов их производств, которые можно разделить на следующие основные группы: экструзия, каландрование, производство комбинированных пленок, пролив расплава полимера на охлажденный барабан или в воду, физико-химическая модификация пленок. Конкретный метод производства выбирается исходя из химической природы перерабатываемого полимера и назначения получаемой пленки.
Основными по объемам перерабатываемых материалов и выпускаемой продукции на сегодняшний день являются экструзионные методы получения пленок – плоскощелевая экструзия, которой получают плоские пленки и экструзия с раздувом, используемая для изготовления рукавных пленок. Сущность метода заключается в формовании заготовок необходимой формы из расплава полимера с последующим их охлаждением и фиксацией формы.
Экструзией можно получить пленку из полиолефинов, поливинилхлорида, полистирола, полиэтилентерефталата, и ряда других полимеров, способных переходить в высокоэластичное состояние, не подвергаясь при этом существенной термической деструкции
Экструзионно-раздувный метод имеет ряд преимуществ по сравнению с другими методами получения полимерных пленок. К ним относятся:
ввозможность получения пленок, имеющих «сбалансированные» показатели механических свойств в продольном и поперечном направлениях;
ннезначительная, по сравнению с пленками, получаемыми плоскощелевой экструзией, склонность рукавных пленок к расщеплению на продольные полосы при ударных нагрузках;
возможность получения двуусно-ориентированных пленок, которые могут применяться в качестве термоусадочного упаковочного материала;
возможность получения более прочной пленки при той же толщине и используемом материале, чем при плоскощелевой экструзии;
уудобство применения полученной пленки для изготовления мешков;
ннизкая отходность производства благодаря исключению операции по обрезке кромок;
ввозможность на головках сравнительно малых размеров получать пленки большей ширины.
К недостаткам метода следует отнести:
сравнительная сложность используемой оснастки;
меньшая, по сравнению с плоскощелевой экструзией, производительность;
склонность пленки к складкообразованию;
меньшая прозрачность пленки.
Метод экструзии с раздувом термопластов применим для пленок шириной от 50 до 2400 мм и толщиной от 5 до 500 мкм.
Выдувная экструзионная головка представляет собой цилиндр, внутрь которого почти без зазоров вставляется сердечник, имеющий на своей поверхности спиральные каналы с глубиной, уменьшающейся к выходу из головки. Расплав может попадать в каналы как изнутри, через специальные отверстия, проточенные в дорны, так и снаружи. Нагрев экструзионной головки осуществляется с помощью пальчиковых или кольцевых нагревателей.
Принципиально существует три схемы изготовления рукавных пленок методом экструзии с раздувом, различающихся направлением приема получаемого рукава. [2]
А) Способ производства «вертикально вверх» При этом способе расплав полимера, выходящий из головки, проходит через прижимные валки, где герметизируется, превращаясь в пузырь. Раздув пузыря до необходимого диаметра достигается за счет подачи внутрь него сжатого воздуха, охлаждается пузырь с помощью кольца воздушного охлаждения снаружи, а в ряде случаев для повышения эффективности – снаружи и изнутри. Получающаяся из рукава пленка вытягивается вверх с помощью приемно-вытяжных валков. Этим способом получают пленки большого диаметра, также его используют при переработке полимеров, имеющих высокий показатель текучести расплава. Достоинства этой схемы: рукав висит на тянущих валках, вследствие чего нагрузка на участок его раздувания (вблизи головки) минимальна; нагрузка на рукав от силы его веса распределена равномерно по периметру, что способствует равнотолщинности изделия; обеспечивается получение как толстых, так и предельно тонких пленок; минимальная производственная площадь. Недостатки: медленное остывание рукава по его высоте, и, следовательно, необходимость дополнительных систем охлаждения.
Б) Способ производства «вертикально вниз», при котором расплав из кольцевой головки фильеры направляется вниз, где происходит его быстрое охлаждение в ванне с водой. После охлаждения пузырь складывается с помощью сходящихся панелей рольганга и направляется к намоточному устройству уже в виде плоскосложенного рукава. При этом методе экструдер, очевидно, должен располагаться на верхних этажах здания, что неприменимо для экструдеров больших типоразмеров, поэтому методом «вертикально вниз» получают преимущественно пленки небольшого диаметра. К достоинствам этой схемы следует отнести практически мгновенное охлаждение пленки, благодаря которому удается получить практически прозрачную тонкую пленку а также меньшую, чем при способе «вертикально вверх» высоту установки, однако при использовании этого метода возможен самопроизвольный отрыв или вытягивания рукава, так как нагрузка от веса пленки приходится на еще горячую и легкодеформируемую часть заготовки.
В) Горизонтальный способ производства. При горизонтальном методе производства рукав вытягивается в горизонтальной плоскости. Метод применим для получения пленки из вспененных материалов и материалов с плохой термостабильностью, например, непластифицированного ПВХ, однако имеет ряд существенных недостатков. Основным из них является невозможность обеспечения одинаковой температуры для верхней и нижней части рукава и его провисание за счет гравитации, из-за чего разнотолщинность и нестабильность размеров пленки становится неизбежной. Кроме того, изо всех методов экструзии с последующим раздувом, метод с горизонтальной приемкой рукава требует максимальных производственных площадей. Этим методом получают пленки толщиной от 200 мкм. К достоинствам метода можно отнести меньшую стоимость изготовления формующей оснастки.

Рис. 1.5 – Схемы производства рукавных пленок: а–приемка раздуваемого рукава вверх; б–приемка раздуваемого рукава вниз; в–приемка раздуваемого рукава в горизонтальном направлении.1 – экструдер, 2- пузырь.
Кроме описанных выше основных методов, существуют их модификации, требующие более сложного и дорогого оборудования, поэтому получившие меньшее распространение. К ним относятся, например, соэкструзия, а также методы двойного и тройного раздува. При соэкструзии получают многослойную пленку, слои которой состоят из различных материалов и, как следствие, обладают различными качествами. Метод соэкструзии позволяет производить так называемые«барьерные пленки» с заданными барьерными свойствами по отношению к различным газам и жидкостям, обеспечить пленке требуемую химическую и механическую стойкость, усадочные свойства, прочность на удар, прокол и раздир, склеиваемость, устойчивость к воздействию высоких или низких температур, эластичность или жесткость.
Начало процесса двойного раздува совпадает с выдувом по схеме «сверху вниз», однако после прохождения через водяную ванну рукав отправляется не на намотчик, а складывается и вытягивается с помощью приемно-вытяжных валков наверх башни, получившей название «башня ориентации». Далее рукав немного раздувается, проходит сверху вниз через систему печей, нагревающих его для увеличения пластичности, и, наконец, попадает в камеру ориентации, в которой следует очень сильный раздув в поперечном направлении, благодаря чему пленка приобретает в этом направлении повышенную прочность и выдающуюся способность к усадке. Одновременно, за счет разницы скоростей приемно-вытяжных валков наверху башни и приемных валков на намотчике, пленка растягивается и в продольном направлении. Таким образом, пленка становится двуосноориентированной и приобретает при этом отменные усадочные свойства.[18]
Метод тройного раздува в первом приближении может рассматриваться метод двойного раздува, дополненный еще одной башней, назначение которой – уменьшить усадку до заданного уровня.