

49.Схема производства и характеристика технологических операций конвертерного производства. Устройство конвертерных цехов. Разработка объёмно-планировочных решений конвертерного цеха.
Устройство конвертерных цехов:

Отделениешихтовых материалов I с явными бункерами 1 и шихтовыми кранами 2, которое входит в состав главного здания. Предусмотрен шлаковый пролёт II, в котором шлаковые чаши 11, заполненные шлаком, краном 3 переставляются на свободные тележки, а на их место устанавливаются пустые шлаковые чаши. Конвертерный шлак вывозится из цеха на переработку. Лом из отделения I переводится в совках в загрузочный пролёт и через проёмы 6 поднимается на рабочую площадку и полупортальным краном 7 загружается в конвертер 8. В загрузочном пролёте устроен участок для ремонта кислородных фурм. В конвертерном отделении IV размещены краны 9 и конвертер 8. Управление конвертером ведётся из операторской, на границе пролётов II и III. В конвертерном пролёте IV размещены: газоочистка, бункера для ферросплавов, оборудование при ремонте конвертеров, система подачи сыпучих материалов в конвертер. В ковшевом пролёте V расположены ковши 11, которые готовы под плавку, складируют огнеупоры, расположены кран 10 для перемещения грузов. Тамбур VI отделяет ковшевой пролёт V от отделения подготовки промежуточных ковшей для МНЛЗ, за которым следует три разливочных пролёта VIII, в каждом из которых по две МНЛЗ 13, с рабочими площадками 14 и рольгангами 15, принимают сталь из ковшей 12, которые кранами 16 устанавливают на поворотном стенде. После разливки стали из данного ковша стенд поворачивается и следующий ковш устанавливается в положение « на разливку», чем осуществляется непрерывная разливка « плавка на плавку». Непрерывная заготовка по рольгангу 15 поступает в передаточный пролёт, где её осматривают, «ремонтируют», а затем направляют в прокатный цех.

Участок внепечной доводки стали (рис 21) располагается между ковшевыми и разливочными пролётами. Сталь из конвертеров 1 выпускается в ковш с синтетическим шлаком, выплавляющим в электродуговой печи. Из конвертерного пролёта I передаётся в ковше в пролёт II, где подвергается усреднительной продувке аргоном на одном из стендов 5, с доводкой по составу и температуре. При необходимости вакуумитруется в вакууматоре 6, после чего разливается на МНЛЗ 4. Продолжительность доводки и обработки стали составляет 5-40 минут.

Схема производства и характеристика технологических операций конвертерного производства:
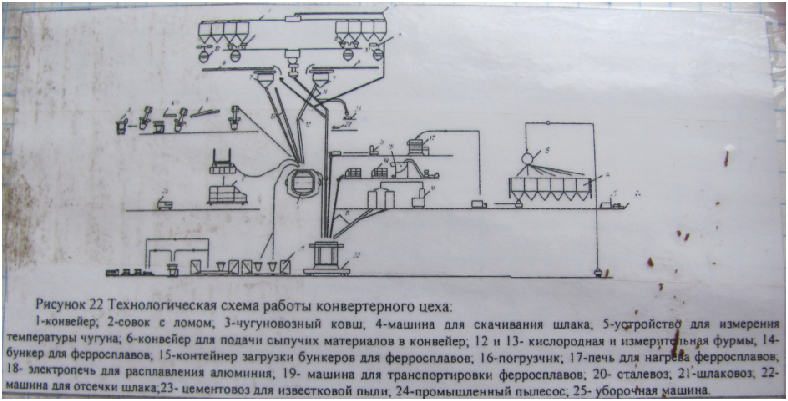
Совки с ломом из специального скрапного пролёта передают в загрузочный пролёт на скраповозах. Загрузка лома в конвертер осуществляется кранами. При этом возможно два основных способа использования кранов:
для завалки лома принимают краны, перемещающиеся по общим подкрановым путям с кранами для заливки чугуна;
завалку лома производят полупортальными кранами, работающими независимо от заливочных кранов.
Чугун из доменного цеха подаётся в обычных ковшах с дальнейшим переливом в стационарный миксер или ковшах миксерного типа. При использовании стационарных миксеров ковш с чугуном подают на установку для скачивания шлака краном. После удаления шлака чугун сливают в миксер из миксера чугун выпускается в ковш. Доставка чугуна конвертером возможна с использованием и без использования чугуновоза. В первом случае ковш при выпуске чугуна установлен на чугуновозе, который находится на весах. Во втором случае ковш при выпуске чугуна находится либо на кране, который оснащён весами, либо установлен краном на весы под носком миксера. Из бункеров материалы через вибропитатели в весы – дозаторы загружаются в конвертер. В некоторых цехах наряду с вибропитателями применяют виброгрохоты, обеспечивающие отсев мелочи (извести) перед присадкой её в конвертер. Ферросплавы поступают в цех конвейерным транспортом или в саморагружающихся контейнерах. Выдают ферросплавы из бункеров аналогично сыпучим – через вибропитатели и весы. Взвешенные ферросплавы подаются прямо в ковш при выпуске плавки. Продувка кислородами и нейтральными газами в современных цехах обязательна. Над каждым конвертером размещают обычно две кислородные фурмы: рабочую и резервную. В большинстве современных цехов интенсивность продувки 3-4 м3/мин*т. Газоотводящий тракт предназначен для улавливания охлаждения и очистки газов.
Различают два вида очистки газов:
С дожиганием угарного газа.
Без дожигания угарного газа.
Плавку выпускают в ковш, установленный на сталевозе. При выпуске плавки в ковш подаются ферросплавы, отсекается шлак и вместо него присаживается синтетическая смесь или мелочь извести. После выпуска ковш транспортируют на сталевозе на внепечную обработку, а после неё на разливку. Виды внепечной обработки определяется сортаментом производимой продукции. Наиболее распространены различные вакуумные установки, а также установки типа печь. Установки внепечной обработки обычно размещают в отделение непрерывной разливки стали с кранами. Непрерывная разливка стали дала возможность организовать непрерывный процесс производства. С целью экономии энергии предусматривается передача непрерывно литых заготовок непосредственно на прокатный стан без промежуточного складирования и охлаждения. Шлак сливают в шлаковый ковш. Ковш со шлаком доставляются на шлаковый двор. После зацепления ковша краном шлак сливается тонким слоем на пол в одну из секций по длине пролёта. Заполненная секция заливается водой, после чего остывший шлак подрывается бульдозером, и грузится на самосвалы и вывозится за пределы цеха.
Разработка объёмно-планировочных решений конвертерного цеха:

После выбора технологической схемы работы цеха нужно определится с вариантом компоновки конвертерного цеха в зависимости от габаритов строительной площадки. В первом случае, когда площадка не ограничена ни по длине, ни по ширине (рис.25,а), рекомендуется размещение конвертерного цеха по середине между параллельно-расположенными ему, на минимальном удалении от отделения непрерывной разливки стали и шлакового двора. Конвертерный цех может состоять из следующих пролётов: ковшевого, конверторного, загрузочного, скрапового и перелива. Передача металла из шлака из конвертерного пролёта в отделение разливки и на шлаковый двор осуществляется по поперечным путям широкой колеи. Во втором случае, когда площадка ограничена по ширине, но не ограничена по длине (рис.25,б), центральную часть площадки занимает конвертерный цех, параллельный ему размещается шлаковый двор, а ОНРС размещается в одном из торцов цеха. В конвертерном цехе добавляется пролёт перестановки ковшей, где переставляют ковши со сталью на сталевозы, доставляющие сталь в ОНРС по продольным ж/д путям. Количество пролётов увеличивается, а общая ширина цеха сокращается. В третьем случае, когда площадка ограничена по длине, но не ограничена по ширине. Конвертерный цех между параллельным ему ОНРС и шлаковым двором. Для сокращения длины цеха скрапной пролёт и отделение перелива размещают перпендикулярно продольной оси цеха.