

1.3. Протяжки для обработки отверстий.
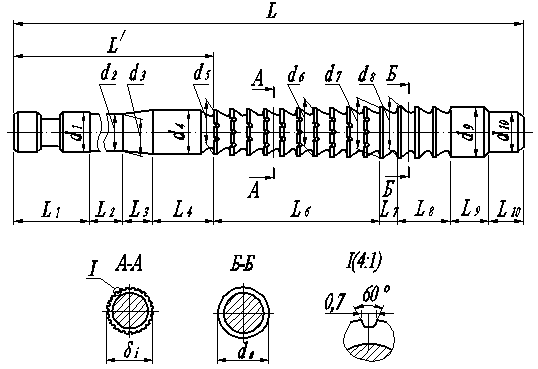
Рис. 11
1) функциональные части круглой внутренней протяжки (рис. 11)
l1 – хвостовик – нужен для закрепления протяжки в патроне протяжного станка, бывает нескольких исполнений (рис. 12-16).
d1 = dзаготовки – (0,9…1) мм, где dзаготовки – диаметр отверстия в заготовке под протягивание.
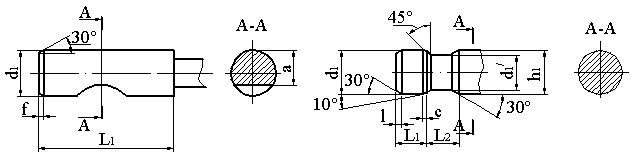
Рис. 12 Рис. 13
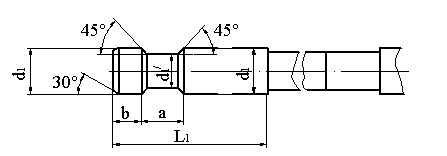
Рис. 14

Рис. 15 Рис. 16
Размеры хвостовиков нормализованы и должны соответствовать нормализованным размерам патронов в протяжных станках.
l2 – шейка соединяет хвостовик с остальными частями протяжки.
d2 = d1 – (0,5…1) мм, длина шейки рассчитывается так, что перед началом протягивания один зуб располагается от торца заготовки на расстояние 2…5 мм (рис. 1, 2, 4).
Если длина шейки окажется меньше рассчитанной, протяжка упрется в торец детали, и не зажмется в патроне станка, если же длина шейки вала окажется больше - производительность уменьшится, из-за увеличения холостого хода.
Обычно на шейке маркируют протяжку (материал протяжки, длину протягиваемого отверстия, заводской номер протяжки).
l3 – направляющий конус служит для предварительного центрирования отверстия заготовки: l3 = 10…25 мм.
l4 - передняя направляющая часть служит для окончательного центрирования обрабатываемого отверстия заготовки относительно оси протяжки:
d4 = dзаготовки (min) (f7, e8); l4 = (0,6…1) lзаготовки.
l5 – рабочая часть – служит для срезания припуска образования требуемой точности обработки поверхности, включает:
l6 – черновые зубья;
У черновых зубьев первый зуб выполняют усиленным или, как ещё называют, буферным. От других черновых зубьев он отличается лишь шириной зуба, а стружечные канавки идентичны. Буферный зуб необходим как для случая, если заготовка будет с отклонением отверстия, так и для того, чтобы исключить её поломку.
Рис. 17
l7 – чистовые зубья;
l8 – калибрующие зубья (последние калибрующие зубья делают на 0,02-0,04 мм меньше диаметра предшествующих зубьев группы, для удаления всего слоя металла по окружности).
l9 – зад. направляющая часть – служит для центрирования протяжки в детали в момент выхода из неё последних калибрующих зубьев: d9 = dmin калибр. зуб (f7, e8), l9 = l4.
l10 – опорная цапфа, имеется только у длинных нежестких протяжек на горизонтально-протяжных станках, служит для поддерживания заднего конца протяжки от провисания, приводящего к искажению формы и размеров обрабатываемой поверхности.
Цапфа лежит на подвижном скользящем люнете, передвигается вместе с протяжкой на люнете, скользит по направлению станка.
У протяжек, работающих на станках с автоматическим возвратом в исходное (верхнее) положение (обычно это станки вертикального типа), вместо опорной цапфы имеется задний хвостовик (рис. 93), под быстросменный патрон; задний хвостовик аналогичен переднему, а размеры его могут быть либо равны переднему, либо на одну – две позиции нормализованного ряда меньше размеров переднего хвостовика.
У прошивки нет хвостовика l1 и шейки l2 (рис. 17).
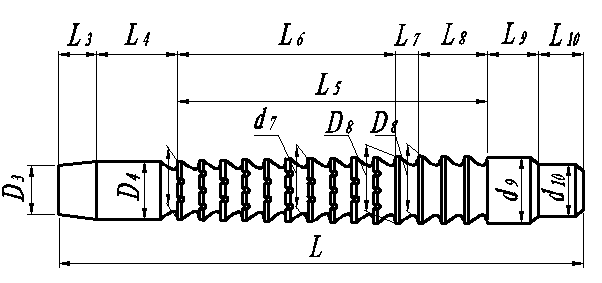
Рис. 18
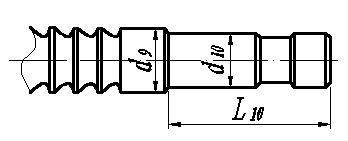
Рис. 19
2) рабочая часть круглой внутренней протяжки (участок l5 рис. 11)
На рабочей части имеются черновые l6, чистовые l7, (режущая часть), и калибрующие l8 ( калибрующая часть) зубья, форма и размеры которых в осевом сечении устанавливают исходя из условий возможности резания и образования стружки, размещения стружки и прочности зуба и в зависимости от шага зубьев Р, высоты стружечной канавки hK, ширины задней поверхности B, переднего γ и заднего α углов (рис. 19-23).
Формы зубьев:
с прямолинейной спинкой под углом
 = 35…450.
Применяются для материалов, дающих
элементную стружку.
= 35…450.
Применяются для материалов, дающих
элементную стружку.
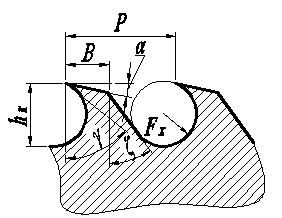
Рис. 20
с круговой вогнутой спинкой радиуса Rk = 1,6 hK для приближения формы зуба к балке равного сопротивления изгибу и увеличения пространства для размещения стружки. Применяются для материалов, дающих сливную стружку.
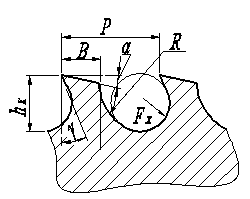
Рис. 21
с удлиненной формой для увеличения пространства для размещения стружки или увеличения диаметра опасного сечения до дна стружечной канавки; при протягивании отверстий, прерывистых по длине на каждом участке образуется отдельный завиток стружки и общий объём стружки увеличивается.
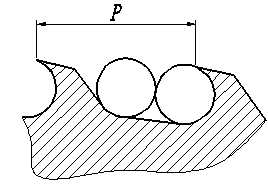
Рис. 22
с неравномерным шагом для уменьшения вероятности появления вибраций при работе протяжки Р1 – Р =
 0,5 мм.
0,5 мм.

Рис. 23
с цилиндрической ленточкой шириной fi, для точного обеспечения диаметров калибрующих зубьев . Ширина fi увеличивается по длине протяжки от зуба к зубу на 0,2…0,6 мм( т.е. fi – fi-1 = 0,2 мм) – для сохранения ленточки на калибрующих зубьях при их периодической переточке по передней поверхности зуба.
Рис. 24
Основание канавки делают в форме дуги радиуса rК.
Передний угол γ назначается: γ = 10…200 для стали; γ = 5…80 для чугуна; γ = 20…250 для цветных металлов.
Задний угол α у внутренних протяжек делают не большим, равным 2…30 для режущих, и 10 для калибрующих зубьев, что обеспечивает минимальное изменение диаметров зубьев при их переточке по передней поверхности.
У наружных протяжек α = 100, т.к. изменение высоты зуба при переточках может быть компенсировано соответствующей регулировкой положения протяжки.
Основными параметрами рабочей части круглой протяжки являются:
1. форма зуба (форма стружечной канавки);
2. высота стружечной канавки;
3. значение заднего и переднего углов;
4. шаг между зубьями;
5. подача на зуб;
6. угол наклона зубьев протяжки λ относительно вектора главного движения.
Форма зубьев нормализована и зависит от обрабатываемого материала.
Высота стружечной канавки нормализована и определяется расчётом по условию размещения стружки в стружечной канавке.
Передний угол выбирают в зависимости от обрабатываемого материала и материала протяжки. На практике для быстрореза g = 10…15°. Отклонение ± 1°. Задний угол делается минимальным, порядка 2…3°±30¢ для минимального изменения диаметра зубьев при переточках.
Чем меньше шаг, тем больше количество зубьев, одновременно участвующих в резании (повышается производительность). Однако при этом для размещения стружки необходимо увеличивать размеры стружечной канавки, что приведет к снижению прочности протяжки. Количество зубьев участвующих в резании определяется по формуле:
z = Lз/P,
где Lз -длина отверстия в обрабатываемой заготовке;
P- шаг между зубьями.
Условием равномерного протягивания является:
z ≥ 3;
z - целое число.
Критерием равномерного протягивания является постоянство силы резания.
Если число z не равно целому числу, например, 4.6, то это означает, что 40% времени работы протяжки в контакте с заготовкой находится 4 зуба и 60% - 5 зубьев.
Однако при увеличении z неравномерность протягивания уменьшается, например, при z = 7.6 процесс протягивания более равномерный, чем при z = 4.6.
Зависит от выбранной схемы резания и обрабатываемого материала (для профильной схемы резания при обработке стали Sz от 0,02…0,12 мм/зуб, для чугуна до 0,15 мм/зуб, при групповой схеме резания: для стали 0,02…0,30 мм/зуб, для чугунов до 0,40 мм/зуб.
При λ > 0 происходит более равномерное протягивание, если суммарная длина режущих кромок будет постоянной.
Зубья РИ имеют острую кромку.
Зубья калибрующей части имеют фаску по задней поверхности с af = 0,
f = 0,5…1 мм.
Фаска имеет различную длину в связи с тем, что высота зубьев различна, это нельзя исключить для обеспечения одинаковых диаметров всех калибрующих зубьев: у калибрующих зубьев шаг может быть уменьшен, т.к. снимается минимальное количество стружки и это уменьшает длину протяжки.
(!) При каждой переточке первый калибрующий зуб переходит в последний режущий, т.е. количество переточек круглой протяжки определяется числом калибрующих зубьев.