

1. Протяжки и прошивки
1.1. Назначение, классификация, определение и область применения
Протяжка – это многолезвийный РИ с рядом последовательно – выступающим одно над другим лезвий в направлении, перпендикулярном к направлению скорости главного движения резания, предназначенный для обработки при поступательном или вращательном главном движении лезвия и отсутствия движения подачи (ГОСТ 25751 – 83). Таким образом, подача на зуб протяжки обеспечивается самой конструкцией протяжки, поэтому иногда говорят, что протяжка имеет конструктивную подачу.
Принципиальное
отличие прошивки от протяжки в месте
приложения силы: у протяжек сила от
протяжного станка приложена к её передней
части, и тянет протяжку (рис. 1) – в теле
инструмента напряжения растяжения; у
прошивок сила приложена к задней части
прошивки и толкает прошивку (рис. 2) – в
теле инструмента напряжение сжатия.
Поэтому прошивку из условия обеспечения
устойчивости делают короче протяжки:
Lпрошивки![]() 15 dотв,
а Lпротяжки
40dотв
.
Длина протяжки должна быть не более 2
метров, т.к. она проходит термообработку
в закалочной печи высотой от пола до
потолка примерно равной 2 метрам. Также
длина протяжки ограничивается максимально
возможной длиной обрабатываемых деталей
на токарном станке.
15 dотв,
а Lпротяжки
40dотв
.
Длина протяжки должна быть не более 2
метров, т.к. она проходит термообработку
в закалочной печи высотой от пола до
потолка примерно равной 2 метрам. Также
длина протяжки ограничивается максимально
возможной длиной обрабатываемых деталей
на токарном станке.
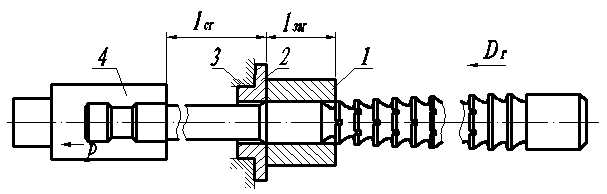
Рис. 1
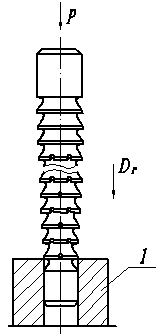
Рис. 2
Протягивание один из самых высокопроизводительных условий резанья (производительность повышается от 3 до 12 раз по сравнению с другими способами механической обработки резанием), за счёт одновременного участия в резании нескольких зубьев с большей суммарной длиной режущих кромок. При этом обеспечивается высокая точность формы и размеров, низкая шероховатость благодаря последовательной обработке за один проход черновыми, чистовыми и калибрующими зубьями и высокой стойкости инструмента: 7 – 9 квалитет точности и Ra 2,5…0,32 мкм. Высокая стойкость протяжек обеспечивается сравнительно низкой скоростью резания 6 – 10 м/мин.
Однако протяжки это дорогостоящий специальный Р.И., поэтому их применение экономически оправдано в массовом и крупносерийном типах производств; в мелкосерийном производстве их применяют лишь тогда, когда другими способами нельзя получить требуемую форму и точность поверхности детали (например, шлицевых отверстий) или для обработки одинаковых по форме и размерам поверхностей различных деталей (например, одинаковые отверстия).
Обычно протяжки применяют для обработки круглых, шлицевых, многогранных и других отверстий, а так же шпоночных канавок (рис. 3), и наружных поверхностей, прямолинейных по длине (диаметром и шириной от 6…8 до 100 и более мм). Основные виды протяжек стандартизированы по их элементам (шаг между зубьями, высота стружечной канавки, форма зуба).
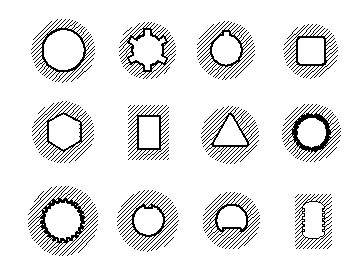
Рис. 3
Особенности работы протяжки заключаются в том, что стружка формируется в замкнутом пространстве стружечной канавки (рис. 4), затруднён ввод СОЖ в зону резания, невозможно наблюдение за процессом резания.
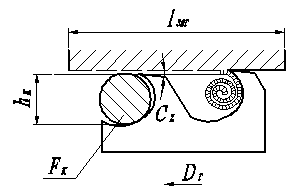
Рис. 4
1.2. Классификация протяжек
По конструкции:
цельные (стали Р6, Р5, Р18, ХВГ);
составные (твёрдосплавные);
сборные (твёрдосплавные).
По характеру обрабатываемых поверхностей:
внутренние (для обработки отверстий);
наружные.
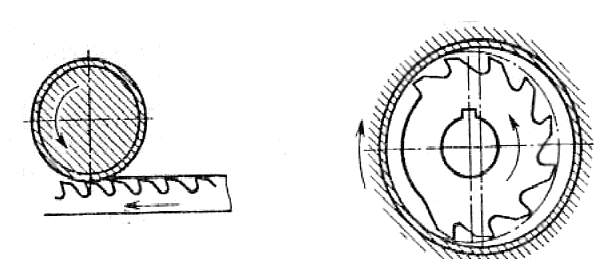
По виду главного движения:
поступательные прямолинейные (рис. 6, рис 7, а);
вращательное (рис 5, рис 7 б). 8);

Рис. 5
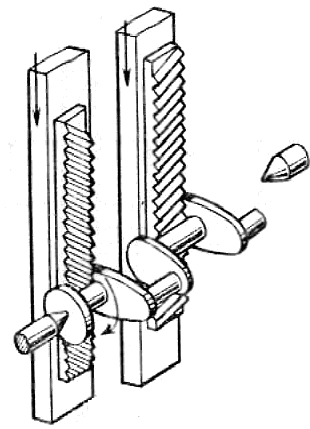
Рис. 6
а) Рис. 7 б)
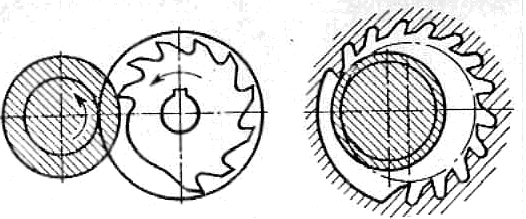
Рис. 8
одновременное вращение и перемещение протяжки вдоль некоторой оси (протяжка-метчик для нарезания резьбы).
По схеме резания. [6.1.1.]
Различают следующие схемы резания:
4.1. По способу деления припуска по ширине и толщине:
одинарная;
групповая;
4.2. По способу формирования обработанной поверхности:
профильная;
генераторная;
комбинированная.
По расположению РК относительно оси протяжки (или направления главного движения):
РК лежат в плоскости перпендикулярной направлению главного движения (т.е. l = 0);
с наклоном расположения РК (l ¹ 0). (рис 9,10,6).
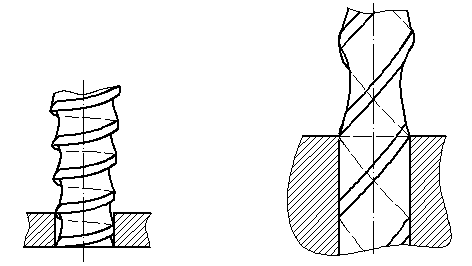
Рис. 9 Рис. 10