

3.2.1.Испарение с использованием резистивного нагрева
Ha рис. 7 показана нить из тугоплавкого металла (например, вольфрама) с небольшими кусочками проволоки из А1, подвешенными в витках спирали. Другая, более сложная структура источника может быть образована из лент тугоплавкого металла.
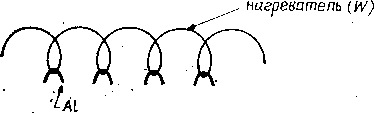
Рис. 7. Тугоплавкая вольфрамовая спираль, используемая в качестве держателя испаряемого вещества и источника нагрева при вакуумном испарении алюминия.
Преимуществами резистивного нагрева являются простота конструкции нагревателя, малая стоимость и отсутствие ионизирующего излучения.
Недостатки метода заключаются в возможности загрязнения пленки материалом нагревателя, малой величине загрузки, что ограничивает предельную толщину пленки,
низком сроке службы спирали и трудностях получения пленки на основе сплавов, если не применяется взрывное испарение. При взрывном испарении на нагретую поверхность небольшими порциями капают испаряемый сплав. При этом происходит быстрый нагрев и все компоненты сплава переносятся на подложку. Несмотря на отмеченные недостатки, испарение с нагретой нити продолжает применяться для осаждения пленок А1, служащих электродами тестовых конденсаторов, используемых при проведении термических испытаний и в экспериментах. Чтобы увеличить площадь источника испаряемого материала, можно использовать несколько нитей. В этом случае достигается более равномерное воспроизведение ступенчатого рельефа на поверхности подложки, чем при испарении с отдельной нити. При одновременном осаждении пленки на несколько подложек для обеспечения однородности толщины пленки на подложках может применяться планетарная система подложкодержателя. С помощью рассмотренного метода можно испарять и другие металлы, например Аu и Pd.
3.2.2. Электронно-лучевое испарение
На рис. 8 схематически показан источник с электронно-лучевым испарением. Горячий катод испускает пучок электронов с величиной тока ~ 1 А, которые ускоряются в поле напряжением 10 кВ и бомбардируют поверхность испаряемого вещества.
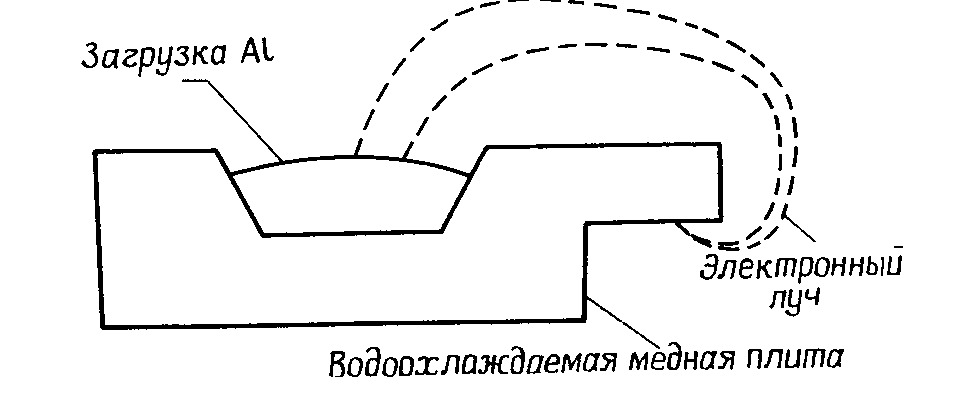
Рис. 8. Система электронно-лучевого испарения.
За счет отклонения пучка электронов в магнитном поле удается экранировать катод для того, чтобы примеси с катода не попадали на подложки. Сканирование электронного пучка по поверхности расплава предотвращает неоднородность скорости осаждения, которая может иметь место при образовании углубления в расплавленном источнике. Используя большой источник, можно выполнить осаждение толстой пленки без нарушения вакуума и перегрузки источника. Применение большого источника позволяет также отодвинуть пластины от источника для использования планетарной системы подложкодержателя. Разместив несколько источников в одной камере, можно последовательно осаждать пленки разного состава без нарушения вакуума. Путем совместного испарения из нескольких источников могут быть получены также пленки сплавов. Поскольку электронный пучок обладает большой мощностью, при интенсивном испарении можно достичь высокой скорости осаждения пленок. Оптимальная скорость осаждения пленки зависит от расстояния между источником и подложкой и обычно составляет 0,5 мкм/мин. При избыточной мощности пучка на подложки могут попадать капельки металла, которые разбрызгиваются из источника при интенсивном испарении металла.
Кроме алюминия и его сплавов методом электронно-лучевого испарения могут быть получены пленки других элементов (Si, Pd, Au, Ti, Mo, Pt, W) и диэлектриков (A1203). Как правило, алюминий и его сплавы испаряются из загрузки, расположенной непосредственно в водоохлаждаемой медной плите электроннолучевого источника. Передача тепла охлаждающей воде уменьшена при использовании тигельного вкладыша (например, из нитрида бора) для размещения испаряемого вещества. Однако вкладыш может загрязнять осаждаемые пленки. При отсутствии вкладыша пленки могут загрязняться медью, если расплав А1 смачивает медную плиту и начинает ее растворять.
При напряжении порядка 10 кВ электронный пучок генерирует характеристическое рентгеновское излучение К-оболочки Аl, распространяющееся вместе с основным потоком пара. Это ионизирующее излучение проникает в поверхностные слои кремниевых подложек и вызывает образование дефектов, которые изменяют емкостные характеристики МОП-приборов. Поэтому после осаждения пленки кремниевые пластины должны подвергаться отжигу.