

14.Проектирование средств технологического оснащения.
Как и проектирование ТП механообработки, проектирование различных средств технологического оснащения (СТО) было одной из первых задач, которые решались в АСТПП. При этом в основном рассматривались задачи проектирования объектов, имеющих типизированные геометрические характеристики. Эти объекты можно описать с помощью их отнесения к одной из предусмотренных в системе групп (внутренней классификации) и задания набора геометрических и технологических параметров. К таким объектам относятся режущий и измерительный инструмент, унифицированные станочные приспособления, вырубные штампы и др.
Автоматизация проектирования различных видов СТО на базе универсальных методов пространственного геометрического моделирования и инженерного анализа стала возможной только с появлением CAD/САМ- и САЕ-систем (см. гл. 3).
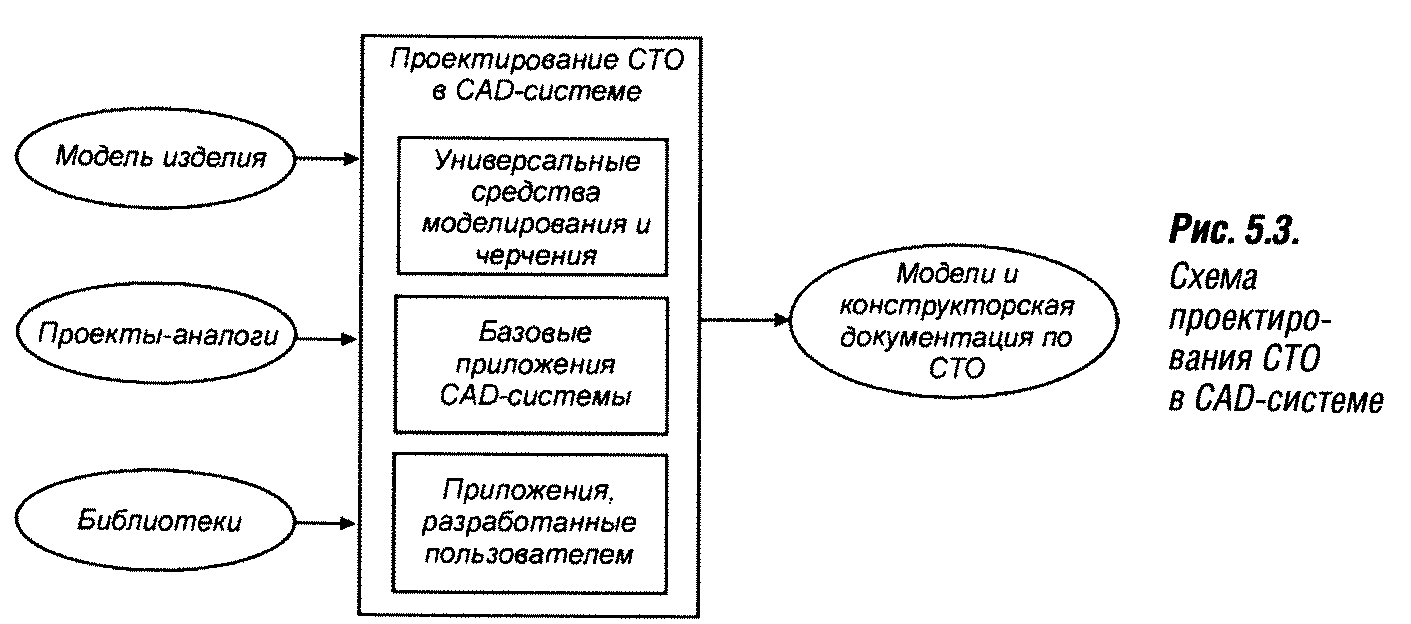
Имеющиеся в CAD-системах универсальные средства ЗD-моделирования деталей и сборочных единиц, а также средства формирования чертежно-конструкторской документации являются лишь основным инструментом автоматизации проектирования. Дополнительными средствами являются специализированные приложения, которые обеспечивают повышение уровня автоматизации при проектировании различных видов СТО - например, пресс-форм или штампов. Кроме того, CAD-система обычно имеет специальный программный интерфейс для разработки пользователями собственных приложений.
Как базовые, так и пользовательские приложения CAD-системы могут опираться в своей работе на использование библиотек с моделями типовых деталей и узлов (например, стандартных элементов пресс-форм или элементов унифицированных станочных приспособлений).
Важным средством автоматизации является использование разработанных ранее проектов в качестве аналогов. Так, если конструктор уже разрабатывал аналогичный измерительный инструмент, он может решить задачу проектирования нового измерительного инструмента за счет модификации (редактирования) предыдущего проекта. При этом общее время проектирования может быть сокращено в несколько или даже в десятки раз.
При интегрированном решении задач проектирования и технологической подготовки производства, источником геометрической информации для конструктора СТО становится модель изделия, для которого разрабатываются данные СТО. Могут использоваться как отдельные размеры изделия (например, при проектировании зажимного приспособления), так и геометрия его поверхностей (при проектировании штампов и пресс-форм). Общая схема проектирования СТО в CAD-системе приведена на рис. 5.3. Выше отмечалось, что система Cimatron ориентирована на автоматизацию процессов ТПП, т. е. обеспечивает интегрированное решение «цепочек» задач конструкторско-технологического проектирования. В данном случае «цепочка» включает в себя следующие задачи:
■ прием модели изделия через один из имеющихся интерфейсов;
■ анализ конструкции изделия и возможные корректировки модели;
■ учет усадки материала изделия при его изготовлении;
■ определение направлений разъема и числа формообразующих элементов оснастки;
■ проектирование формообразующих элементов;
■ проектирование конструкции пресс-формы;
■ получение комплекта чертежно-конструкторской документации на пресс-форму;
■ проектирование электродов для прожига тех участков формообразующих поверхностей, которые трудно или нецелесообразно изготавливать с помощью фрезерования;
■ получение чертежно-конструкторской документации на электроды;
■ разработка управляющих программ для изготовления формообразующих деталей пресс-формы и рабочих поверхностей электродов на станках с ЧПУ.
В системе имеются также средства анализа проектируемой оснастки, которые позволяют:
■ анализировать «наложения» деталей и их столкновения;
■ выполнять контроль минимальных толщин стенок (расстояний до каналов системы охлаждения) деталей пресс-формы;
■ определять эффективность системы охлаждения;
■ выполнять реалистичную визуализацию работы пресс-формы;
■ передавать данные в САЕ-систему для проведения анализа процесса литья изделия (см. п. 3.3).