

Пример расчета предельных рабочих калибров для гладких цилиндрических соединений
Исходные данные:
посадка с натягом 300 .
Для контроля валов применяют калибры-скобы, для отверстий – калибры-пробки.
1. По заданному номинальному размеру и квалитету отверстия и вала выбираются установленные значения на изготовление по стандарту [28] для калибра-пробки и калибра-скобы (табл. 3).
Таблица 3
Допуски и отклонения гладких калибров-скоб
Квалитет детали |
Обозначение |
Интервал размеров, мм |
св. 250 до 315 |
||
6 |
Z1 |
8 мкм |
Y1 |
6 мкм |
|
α 1 |
3 мкм |
|
H1 |
12 мкм |
Допуски и отклонения гладких калибров-пробок
7 |
Z |
8 мкм |
Y |
7 мкм |
|
α |
4 мкм |
|
H |
12 мкм |
2. Рассчитываются предельные размеры контролируемых отверстия и вала:
Dmax = D+ES = 300 + 0,052 = 300,052 мм;
Dmin = D+EI = 3 00 + 0 = 300 мм;
dmax = d+es = 300 + 0,272= 300,272 мм;
dmin = d+ei = 300 + 0,240 = 300,240 мм.
3. Определяются предельные размеры рабочих калибров по формулам, приведенным в табл. 4, соответственно для калибра-пробки и калибра-скобы.
Таблица 4
Формулы для определения размеров калибров по стандарту [29]
для номинальных размеров изделия свыше 180 мм
Калибр |
Рабочий калибр |
||
размер |
отклонение |
||
Пробка |
ПР новая |
Dmin+Z |
±H/2 |
ПР изношенная |
Dmin-Y+α |
- |
|
НЕ |
Dmax-α |
± H/2 |
|
Скоба |
ПР новая |
dmax-Z1 |
±H1/2 |
ПР изношенная |
dmax+Y1-α1 |
- |
|
НЕ |
dmin+α1 |
±H1/2 |
|
Калибр-скоба
Наибольший размер нового проходного калибра-скобы
Р - ПРнб = dmax-Z1+ (+H1/2) = 300,272 – 0,008 + 0,012/2 = 300,270 мм.
Наименьший размер нового проходного калибра-скобы
Р - ПРнм = dmax – Z1 + (-H1/2) = 300,272 – 0,008 – 0,012/2 = 300,258 мм.
Наименьший размер изношенного проходного калибра-скобы
Р - ПРизн = dmax + Y1-α1= 300,272 + 0,006-0,003 = 300,275 мм,
если калибр ПР имеет указанный размер, то его нужно изъять из эксплуатации.
Наибольший размер нового непроходного калибра-скобы
Р - НЕнб = dmin +α1+(+ H1/2) = 300,240 +0,003+ 0,012/2 = 300,249 мм.
Наименьший размер нового непроходного калибра-скобы
Р - НЕнм = dmin + α1 +(- H1/2) = 300,240 +0,003- 0.012/2 = 300,237 мм.
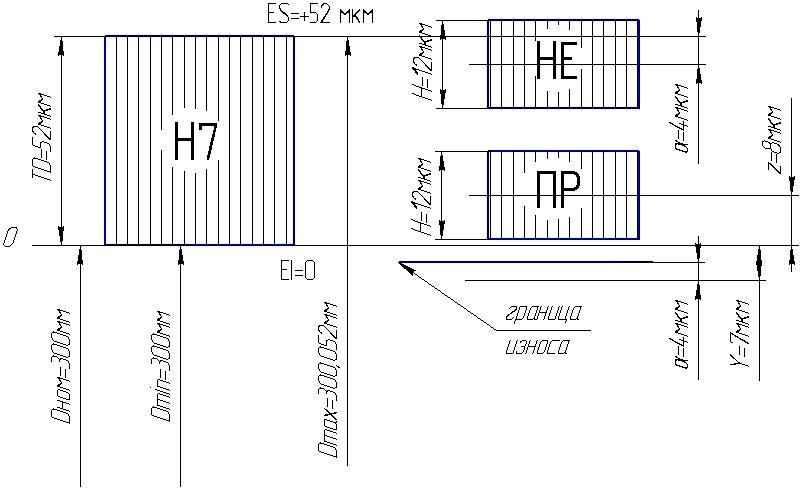
Калибр-пробка
Наибольший размер нового проходного калибра-пробки
Р - ПРнб = Dmin+ Z+(+ Н/2) = 300 + 0,008 + 0,012/2 = 300,014 мм.
Наименьший размер нового проходного калибра-пробки
Р - ПРнм = Dmin+ Z +(- Н/2) = 300 + 0,008 – 0,012/2 = 300,002 мм.
Наименьший размер изношенного проходного калибра-пробки
Р - ПРизн = Dmin-Y+α = 300 – 0,007+0,004 = 299,997 мм,
если калибр-пробка Р-ПР имеет указанный размер, то его нужно изъять из эксплуатации.
Наибольший размер нового непроходного калибра-пробки
Р - НЕнб = Dmax - α +(+ Н/2) = 300,052 - 0,004 + 0,012/2 = 300,054 мм,
Наименьший размер нового непроходного калибра-пробки
Р - НЕнм = Dmax - α +(- Н/2) = 300,052 - 0,004 - 0.012/2 = 300,042 мм.
4. Строится схема расположения полей допусков с указанием размеров, отклонений, допусков для контролируемого изделия и рабочих калибра-скобы (рис. 8, а) и калибра-пробки (рис. 8, б).
а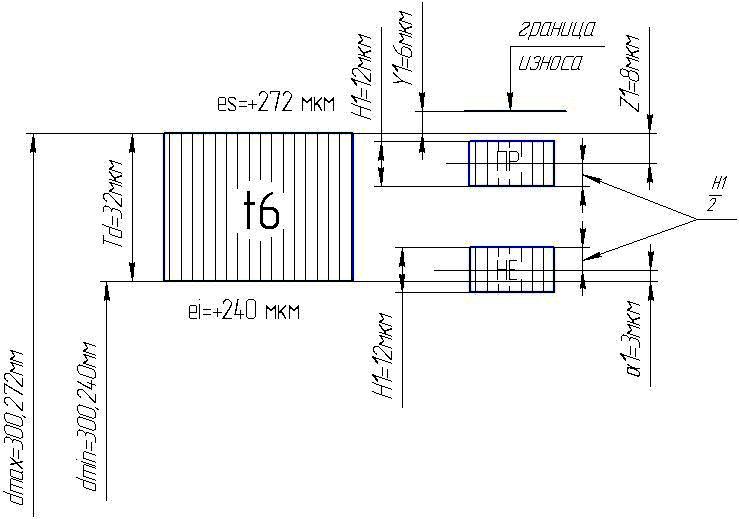
б
Рис. 8. Схема расположения полей допусков и отклонений для контролируемого изделия и рабочих калибров: а) калибра-скобы; б) калибра-пробки
5. Определяются исполнительные размеры рабочих калибров. Исполнительные размеры проставляются на чертеже калибра, отклонение устанавливается в «тело» калибра. Для калибра-скобы наименьший предельный размер с положительным отклонением:
Р-Пр – 300,258+0,012 мм
Р-Не – 300,237+0,012 мм;
для калибра-пробки – наибольший предельный размер с отрицательным отклонением
Р-Пр – 300,014-0,012 мм;
Р-Нe – 300,054-0,012 мм.
6. Вычерчиваются чертежи рабочих калибров с указанием исполнительных размеров, шероховатости и маркировки. При маркировке на калибр наносят номинальный размер, для которого предназначен калибр, буквенное обозначение поля допуска изделия, числовые значения предельных отклонений изделия в миллиметрах (на рабочих калибрах), тип калибра и товарный знак завода-изготовителя.
Примечание: чертежи калибров представлены на рис. 2 и 3 приложения.