

4.4. Гранулирование методом формования (экструзии)
Сущность метода заключается в продавливании исходного материала через перфорированную решетку и последующую конвективную сушку гранул (рис. 4.9).
|
|
|
Рис. 4.9. Устройство гранулятора |
|
1 – вал; 2 – формующая решетка; 3 – корпус; 4 – газораспределительная решетка; 5 – валки |

Для повышения пластичности материал увлажняют и вводят специальные пластифицирующие добавки.
|
Достоинства: |
Недостатки: |
|
|
|
|
4.5. Гранулирование методом прессования (вальцедробления)
Метод основан на свойстве сыпучих материалов под действием достаточно больших давлений достигать высокой степени уплотнения и агломерирования отдельных частиц за счет межмолекулярных сил притяжения. Возможно также спекание твердых частиц при высоких температурах и давлениях, а также химического взаимодействия.
Процесс прессования можно разделить на несколько стадий. В начале происходят структурные деформации, связанные с ликвидацией пустот и переходом частиц в плотную упаковку. С ростом нагрузки начинаются сдвиговые деформации, сопровождающиеся разрушением исходных частиц, изменением формы и пористости агломератов. В результате увеличивается число контактов и создаются благоприятные условия для межмолекулярного сцепления структурных элементов. При этом могут возникать также электростатические силы.
При дальнейшем повышении нагрузки происходит упругопластическое сжатие. Резко возрастает число контактов и их прочность. Необходимое для этого давление зависит от пластических свойств порошка.
На контактных поверхностях частиц при пластических деформациях возможно образование расплава и спекание частиц. Если пластические деформации у материалов проявляются слабо, то прочность спрессованных плиток незначительна. В этом случае повышают температуру порошка или вводят специальные пластичные добавки.
Чаще всего прессование проводится между вращающимися навстречу друг другу валками с гладкой или профилированной поверхностью (рис. 4.10).
Прессование может проводиться также в таблетирующих машинах в так называемых глухих матрицах.
-
угол подачи п определяет уровень сыпучего материала, ограниченный дозирующим устройством. При прессовании порошков минеральных удобрений п 40…70.
|
|
|
Рис. 4.10. Кинематическая схема прокатки порошка между гладкими валками |

-
угол прессования р – это угол, начиная с которого наблюдается заметное силовое воздействие. Угол прессования зависит от условий внешнего и внутреннего трения порошка, от уровня порошка, типа питателя и наличия подпрессовывателя, ширины и толщины плитки, частоты вращения, характера поверхности валков и др.
-
Нейтральный угол н определяет сечение, где давление достигает максимальной величины.
-
Угол упругого сжатия валков с – это угол, характеризующий увеличение протяженности очага деформации материала вследствие упругой деформации валков; с 1…1,5.
В зоне подачи (р ≤ ≤ п) материал находится в сыпучем состоянии. В этой зоне отмечено значительное скольжение слоев материала порошка относительно поверхности валков и относительно друг друга. При этом ликвидируются арочные эффекты, происходит более плотная, чем при насыпке, укладка частиц порошка, и в зону уплотнения порошок попадает с плотностью, равной плотности порошка после утряски ( = нас).
В зоне уплотнения (н < < р), начиная с р , происходит изменение плотности сыпучего тела от насыпной плотности порошка до конечной плотности плитки (нас плитки).
В зоне выдавливания (с ≤ ≤ н) после прохождения нейтрального сечения плотность и толщина проката остаются неизменными. В этой зоне собственно процесса прессования не происходит, а осуществляется выдавливание материала в узкую щель ( = плитки).
Основное силовое взаимодействие между материалом и валками происходит в зонах уплотнения и выдавливания (см. Рис. 4.11). Кривая имеет плавный подъем давления от нуля во входном сечении зоны уплотнения, крутой подъем до максимума в нейтральном сечении и резкое падение давления к сечению выхода материала из валков.
|
|
|
Рис. 4.11. Диаграмма прессования порошка |

Параметры, влияющие на производительность вальцпрессов:
-
Сыпучесть порошка:
 ,
(4.4)
,
(4.4)
где М – количество просыпающегося порошка через площадь межцентрового зазора S между валками за время t.
Сыпучесть порошка зависит от влажности порошка, размера частиц и величины зазора между валками.
С увеличением ширины щели сыпучесть порошка возрастает (рис. 4.12):
|
|
|
Рис. 4.12. График зависимости сыпучести порошка от ширины щели |
С увеличением влажности сыпучесть порошка сначала увеличивается, а затем резко снижается (рис. 4.13):
|
|
|
Рис. 4.13. График зависимости сыпучести порошка от влажности |

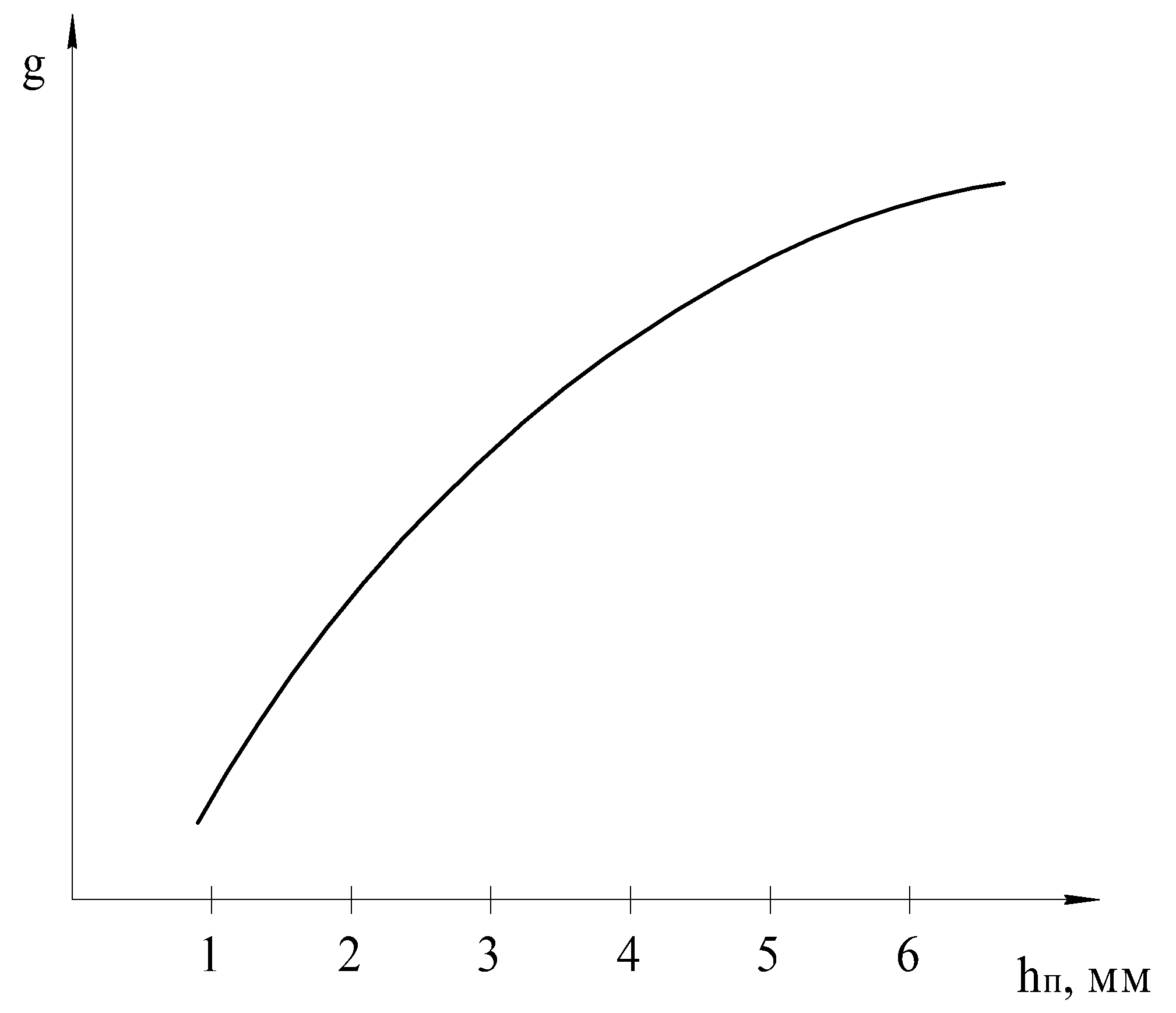
С увеличением диаметра частиц сыпучесть сначала улучшается, но при определенном соотношении h/dч начинается сводообразование (h/dч < 15) и сыпучесть резко ухудшается (рис. 4.14):
|
|
|
Рис. 4.14. График зависимости сыпучести порошка от диаметра частиц (h =5,5 мм) |

-
Условия воздухоудаления: при прессовании порошков наблюдается выдавливание воздуха и его фильтрация через слой материала навстречу его движению. В предельном случае, когда скорость сжатия достигнет определенной величины, поток выдавливаемого воздуха может препятствовать потоку материала, переводя его в псевдоожиженное состояние. Такая скорость называется критической скоростью прессования. Она зависит от большого числа факторов (размера и плотности частиц, наличия подпрессовывателя, высоты слоя материала над валками и др.)
-
Скорость прессования. Максимальная скорость прессования ограничивается, как было показано выше, переходом материала в псевдоожиженный слой.
Минимальная скорость определяется из условия:
Gп Gпр,
где Gп – количество пересыпающегося материала через зазор между валками, кг/с;
Gпр – расход материала на прессование.
Gп = Lhпg, (4.5)
где L – длина валков;
hп – ширина щели (прессования);
g – сыпучесть.
Gпр = Lhппwп, (4.6)
где п – плотность плитки.
Отсюда:
 ,
(4.7)
,
(4.7)
![]() .
.
Готовый гранулированный продукт получается в результате дробления спрессованной плитки и рассева дробленого материала с отводом товарной фракции. Мелкие фракции материала возвращаются на повторное прессование.