

2.2. Участок вальцовки
Процесс вальцовки формует резину в плоские, длинные полосы за счет ее принудительного пропускания через два валка, вращающихся в разных направлениях с разной скоростью.
Вальцевание производят обычно либо для гомогенизации резиновой смеси, выгружаемой из смесителя, либо для подогрева ее перед подачей в кордные или протекторные линии. Смешение на вальцах (рис.2) предпочитают проводить в тех случаях, когда работают с особовязкими материалами. Иногда при вальцевании вводят в смесь некоторые ингредиенты (например, серу) или готовят всю смесь. Частота вращения одного валка обычно на 25% выше, чем другого. Такая разница, или фрикция, обеспечивает дополнительное сдвиговое воздействие и улучшает смешение. Качество (гладкость) поверхности вальцованных листов смеси и их толщина могут широко изменяться (допуски на толщину листов смеси после вальцевания могут быть около ±10% и выше).
При вальцевании обеспечивается хороший теплоотвод и поддерживается сравнительно низкая температура поверхностей валков, что позволяет достигать высоких напряжений сдвига и значений накопленной деформации сдвига, обеспечивающих хорошее диспергирование ингредиентов и гомогенизацию смеси. При этом для достижения высоких значений накопленной деформации сдвига используют операции подрезки и заворачивания смеси в рулон. Подавая, затем рулон торцом в зазор вальцов, добиваются хорошего смешения
Важнейшими технологическими факторами, определяющими условия обработки эластомеров на вальцах, являются: температуры материала и валков, их скорости и фрикция, зазор между валками, а также система подрезов, отбора и возврата в зазор части смеси.
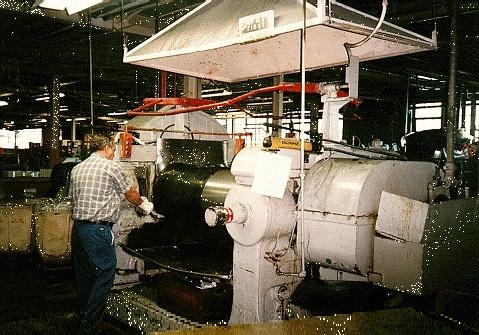
Рисунок 2. Вальцы
2.3. Экструдирование и каландрование
Операция каландрования продолжает формовку резины. Каландровая машина (каландр) (рис.3) состоит из одного или более (чаще всего четырех) валов, через которые принудительно пропускаются листы резины
В производстве шин и резиновых технических изделий широко используются листовые резинокордные, резинотканевые или резинотросовые материалы, в которых корд, ткань или металлические тросы являются армирующими (упрочняющими) основами. Обрезинивание текстильных и тросовых (шнуровых) основ в современном производстве шин и РТИ часто производится на каландрах. Сущность процесса обрезинивания каландровым способом состоит в непрерывном обрезинивании путем наложения на армирующую основу с двух сторон бесконечных листов резиновой смеси с последующим прессованием между вращающимися валками всей системы в бесконечную, монолитную ленту определенной толщины.
При этом каждый из шнуров (нитей) основы изолируется один от другого прослойкой резиновой смеси с образованием монолитной единой бесконечной пластины резиношнурового материала регулярной структуры по толщине и ширине.

Рисунок 3. Каландр резинообрабатывающий
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку).
Экструдер (рис.4) состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда), диска, поршня), размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.
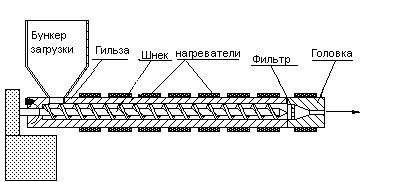
Рисунок 4. Экструдер
В результате шприцевания на червячной машине получается профилированная резиновая лента, которая после охлаждения водой разрезается на заготовки по размеру шины.