

Выбор системы технологической оснастки
При обработке деталей машин на металлорежущих станках широко применяется разнообразная технологическая оснастка. Под этим термином понимается совокупность различных технологических средств, включающих приспособления и инструменты – вспомогательные, режущие и мерительные.
В соответствии с ГОСТом 14.305-73 выбору подлежит одна из следующих систем технологической оснастки:
-
универсально-безналадочной оснастки (УВО);
-
универсально-наладочной оснастки (УНО);
-
специализированной наладочной оснастки (СНО);
-
универсально-сборной оснастки (УСО);
-
сборно-разборной оснастки (СРО);
-
неразборной специальной оснастки (НСО).
Целесообразность применения той или иной системы оснастки, как правило, определяется расчетом годовых приведенных затрат, величина которых на одну деталь – операцию изменяется пропорционально времени выполнения работ технологической операции и по наладке оснастки. При расчете приведенных затрат учитываются расходы, величина которых на одну деталь при заданном годовом объеме выпуска остается независимой от времени обработки и наладки (затраты на неразборную технологическую оснастку, на специальные наладки систем УНО, СНО, на сборку компановки УСО). Капитальные вложения, принимаемые к расчету приведенных затрат вариантов оснастки определяются как сумма капитальных вложений в станочное оборудование, в здание и в систему технологической оснастки.
Системы приспособлений рекомендуется определять в соответствии со справочным приложением I к ГОСТ 14.305-73 (рисунок 1). В этом приложении определены зоны рентабельности применения систем на основе сопоставления величин затрат при оснащении операций станочными приспособлениями в зависимости от коэффициента загрузки приспособления одной операцией Кз за планируемый период производства изделия (детали) в месяцах Ти (значение Ти рекомендуется выбирать равным 18 месяцев).
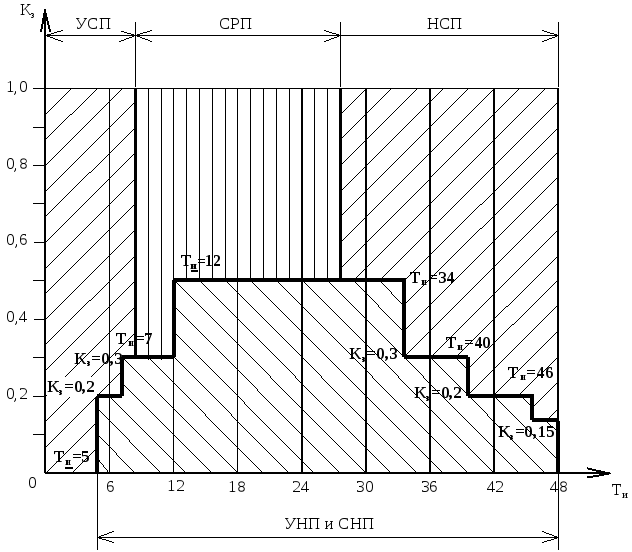
Рисунок 1 – График для определения областей рационального применения стандартных систем СП
Коэффициент загрузки Кз приспособления может быть определен по формуле:
![]() (21)
(21)
Выбор станочных приспособлений для установки и закрепления обрабатываемых заготовок
Для закрепления заготовок на токарных, кругло- и внутришлифовальных станках применяют:
1. Патроны (кулачковые, цанговые, мембранные, магнитные и др.) для базирования и закрепления коротких заготовок по наружной и внутренней поверхности.
2. Оправки (цилиндрические с зазором, прессовые, конические, с гофрированными втулками, с разрезной цангой, кулачковые и др.) для базирования и закрепления заготовок с отверстием.
3. Центра (жесткие, рифленые, вращающиеся) с поводковыми устройствами для обработки валов или установки центровых оправок.
4. Планшайбы-диски, установленные на центрирующие элементы шпинделя станка со смонтированными зажимными устройствами для обработки заготовок сложной конфигурации.
Для закрепления и базирования заготовок на сверлильных станках применяют: различные виды кондукторов (стационарных, опрокидывающихся, накладных, поворотных и др.).
Для закрепления и базирования заготовок на фрезерных станках применяют:
1. Машинные тиски (с различными зажимами, формой губок и приводами) для обработки различных по форме и размерам заготовок.
2. Делительные головки для установки и периодического поворота небольших заготовок, в центрах, цанговых или кулачковых патронах, закрепленных на шпинделе головки.
3. Поворотные столы для непрерывного или позиционного фрезерования плоских поверхностей.
4. Столы со встроенными гидроцилиндрами для одно- или многоместной обработки заготовок.
5. Магнитные или электромагнитные плиты и призмы и другие приспособления.
Для закрепления и базирования заготовок на зубообрабатывающих станках применяют: патроны, центра, втулки, оправки с беззазорной установкой заготовок.
Для закрепления и базирования заготовок на протяжных станках применяются: жесткие или самоустанавливающиеся фланцы или сменные втулки, прижимаемые к опорной поверхности планшайбы силой резания.
Для закрепления и базирования заготовок на плоскошлифовальных станках применяют: электромагнитные и магнитные плиты и машинные тиски.
Для закрепления и базирования заготовок на многоцелевых станках применяют: стандартные системы УНП, УСП, СНП, СРП.
Для закрепления типовых деталей разновидность приспособлений выбирается из типового маршрута [7].