

1.2.4. Производство стали
Масштабы производства стали характеризуют технико-экономический уровень развития государства. В 1974 г. мировое производство стали составляло более 700 млн тонн, причем примерно 20% этого количества было выплавлено в СССР. Сталь служит материальной основой машиностроения, строительства и других отраслей техники
Сталь выплавляют в мартеновских печах, конвертерах и электропечах из передельного чугуна и стального лома.
Первая мартеновская печь была построена в 1864 г. во Франции. Названа по имени французского металлурга П. Мартена. Она представляет собой пламенную регенеративную печь и имеет рабочее плавильное пространство в форме ванны, ограниченное снизу подиной 9, а сверху – сводом 8 (рис. 1.10) [10].
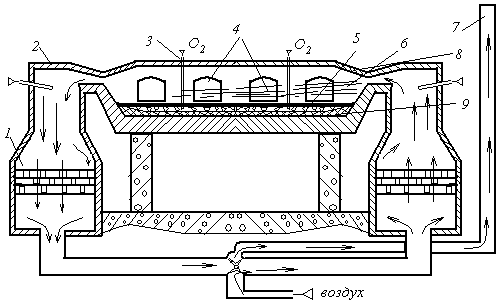
Рис. 1.10. Схема устройства мартеновской печи:
1 – регенераторы, 2 – головки, 3 – фурма (труба) для подачи
кислорода, 4 – загрузочные окна, 5 – шихта, 6 – факел,
7 – дымовая труба, 8 – свод, 9 – подина
По бокам расположены две головки 2, служащие для попеременной подачи и смешения газообразного топлива и воздуха, предварительно подогретых в регенераторах. Регенераторы 1 представляют собой камеры со специальными кирпичными насадками. Благодаря периодическому переключению горячего воздуха, поступающего из рабочего пространства печи, и холодного воздуха и газообразного топлива, поступающих в рабочее пространство печи, насадка нагревается, а затем отдает тепло холодному воздуху и газу, подогревая их до температуры 1000–1200 С.
В мартеновских печах под, стены и свод рабочего пространства выложены огнеупорными материалами. Огнеупорные материалы делят на кислые (динас с наваркой из кварцевого песка) и основные (магнезит, доломит, хромомагнезитовый кирпич).
Емкость мартеновских печей от 200 до 900 т. Для печи вместимостью 900 т площадь пода составляет 115 м2. Средний съем стали с 1 м2 в сутки составляет 10 т/ м2, а расход условного топлива – до 80 кг/т, т. е. 0,08 [5].
Мартеновский способ уступает место более производительному и экономичному конверторному процессу.
Конвертер (рис. 1.11) представляет собой сосуд грушевидной или цилиндрической формы, выполненный из стального листа и футерованный основным огнеупорным кирпичом [5].
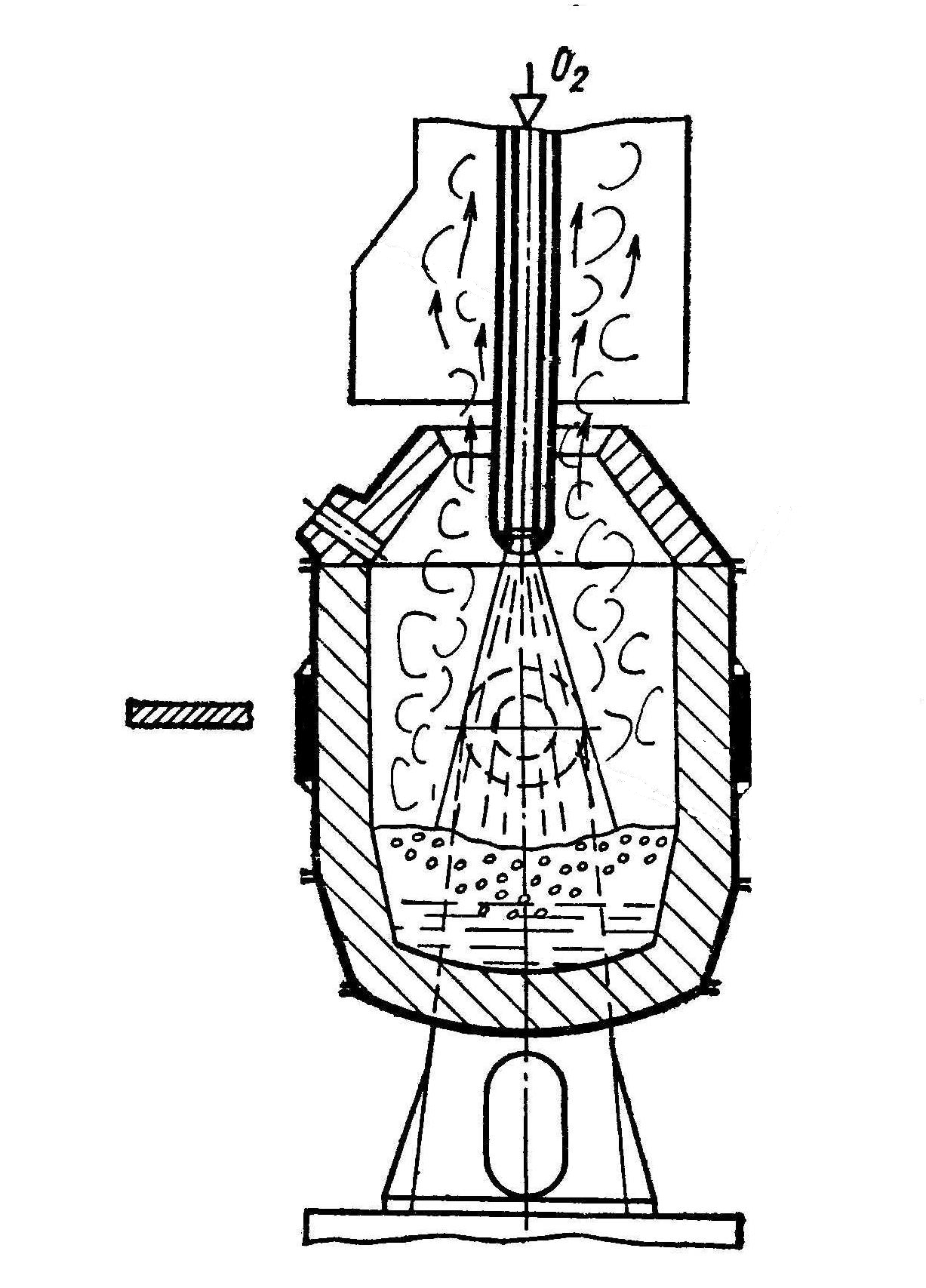
Рис. 1.11. Схема устройства кислородного конвертера
Вместимость конвертера 130–350 т жидкого чугуна. В процессе работы конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 для заливки чугуна, завалки скрапа, слива стали и шлака.
Для выплавки стали конвертер сначала наклоняют и загружают в него металлический лом (скрап). Количество металлолома не должно превышать 30%. Затем в конвертер заливают жидкий передельный чугун при температуре 1250–1400 С. После этого конвертер приводят в вертикальное положение и осуществляют продувку кислородом (или воздухом). При этом происходит окисление железа и примесей (см. формулы (1.35–1.38)) и выделяется тепло.
Продувка осуществляется через водоохлаждаемый наконечник трубопровода – фурму под давлением 0,8–1,4 МПа. Применение кислородного дутья вместо воздушного позволяет получать сталь с низким содержанием азота (0,002–0,006%).
Для наведения шлака используют известь, железную руду, боксит (Al2O3), плавиковый шпат CaF2 (для разжижения шлака). Поскольку высокое содержание в шлаке FeO (от 7 до 20%) затрудняет удаление серы, в качестве исходных материалов применяют чугун с содержанием серы не более 0,07%.
Плавка в конвертерах вместимостью 130–300 т заканчивается через 25–50 мин, причем расходы на топливо вообще отсутствуют.
Конверторный процесс наиболее часто применяется в сталеплавильных цехах металлургических комбинатов (заводов) для переделки чугуна в сталь путем продувки его в конвертере газами, содержащими кислород, либо технически чистым кислородом. При этом в результате окисления железа и примесей (см. формулы (1.35–1.38)) выделяется тепло в количестве, достаточном для сохранения расплавленного состояния металла в течение всего процесса без подвода тепла из каких-либо других источников.
Электропечи используют для выплавки конструкционных, высоколегированных, инструментальных, специальных сталей и сплавов. В них можно получать высокую температуру, создавать окислительную, восстановительную или нейтральную атмосферу и вакуум, раскислять металл с образованием минимального количества неметаллических включений – продуктов раскисления.
В металлургии нашли применение дуговые и индукционные электропечи, печи электрошлакового переплава, а также электронно-лучевые и плазменно-дуговые печи.
Дуговая плавильная электропечь (рис. 1.12) [10] имеет три угольных электрода (из графитизированной массы).
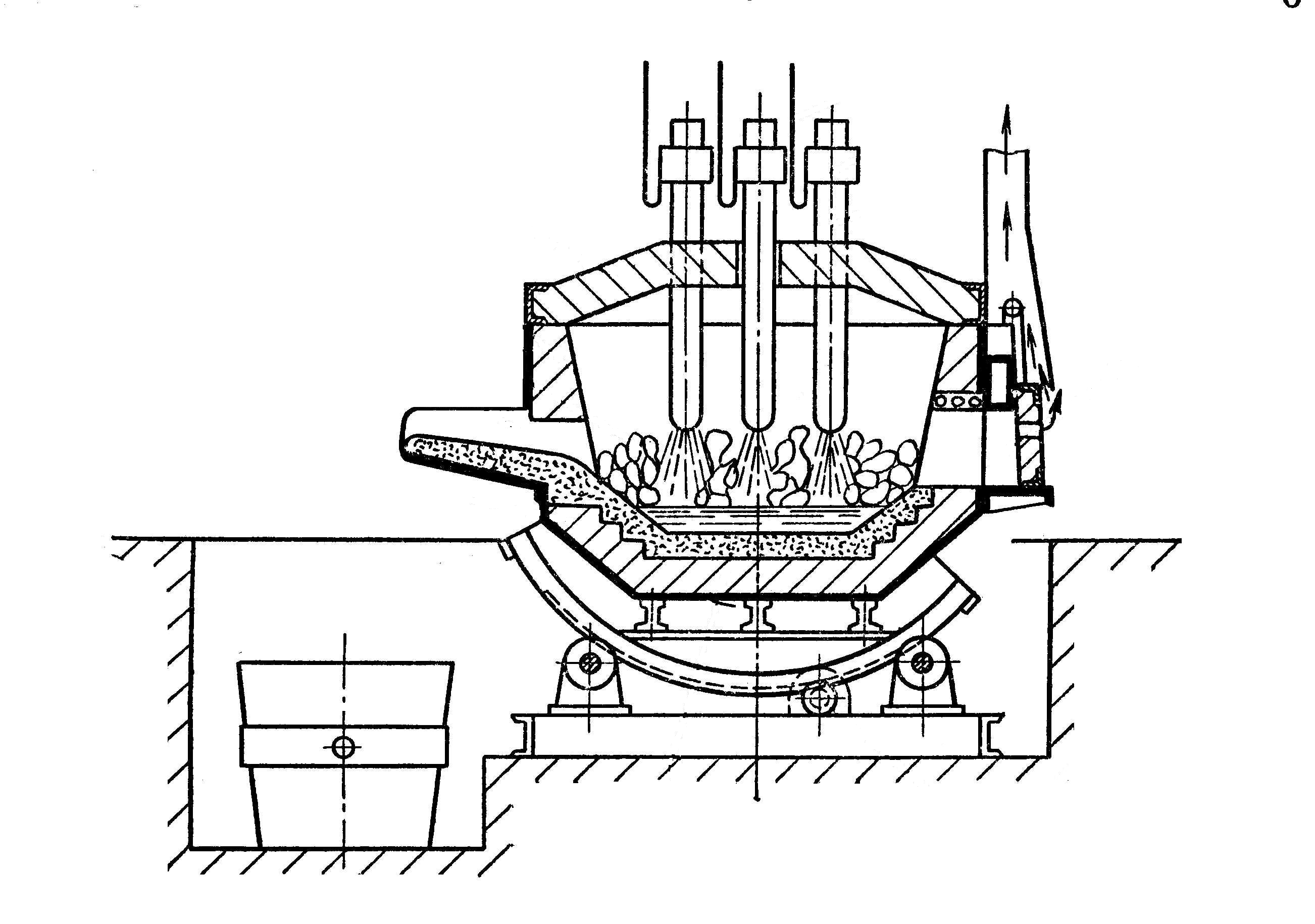
Рис. 1.12. Схема дуговой электрической плавильной печи
Питание на электроды подается от трехфазного трансформатора переменного тока. Между электродами и металлической шихтой зажигают электрические дуги при рабочем напряжении 160–600 В и токе 1–10 кА. Длина дуги автоматически регулируется путем перемещения электродов. Плавильное пространство печи ограничено стенками, подиной и сводом, футерованными огнеупорным кирпичом. Для загрузки печи свод снимают. Печь имеет возможность наклоняться в сторону загрузочного окна или летки. В металлургических цехах используют электропечи с основной футеровкой, в литейных – с кислой футеровкой.
В основной дуговой печи можно осуществлять плавку методом переплава (на шихте из легированных отходов) или с окислением примесей (на углеродистой шихте).
При плавке методом дугового переплава шихта должна иметь меньше Mn, Si, P, чем в выплавляемой стали. После расплавления шихты наводят основной шлак для удаления серы, регулируют содержание углерода и затем проводят диффузионное раскисление.
Плавку на углеродистой шихте применяют для производства конструкционных сталей. В печь загружают стальной лом (до 90%) чушковый передельный чугун (до 10%), электродный бой или кокс для науглероживания металла и известь (2–3%). Сущность процесса выплавки стали рассмотрена выше.
Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы. После этого сталь раскисляют и выпускают в ковш.
При выплавке легированных сталей в дуговых печах в сталь вводят легирующие элементы.
В индукционной тигельной плавильной печи (рис. 1.13) металл помещается в металлический сосуд (тигель), футерованный огнеупорным материалом, и подвергается воздействию переменного электромагнитного поля, в результате чего в нем индуктируются вихревые токи, нагревающие металл [10].
Переменное магнитное поле создается индуктором, через который от генератора высокой частоты проходит однофазный ток частотой от 500 до 2000 Гц. Емкость индукционных тигельных печей – от 60 кг до 25 т.
Индукционные тигельные печи позволяют получать очень чистые металлы с минимальным содержанием примесей, характеризуются высокой скоростью нагрева, легкостью регулирования температуры, незначительным угаром металла, возможностью плавки в защитной газовой среде или в вакууме.
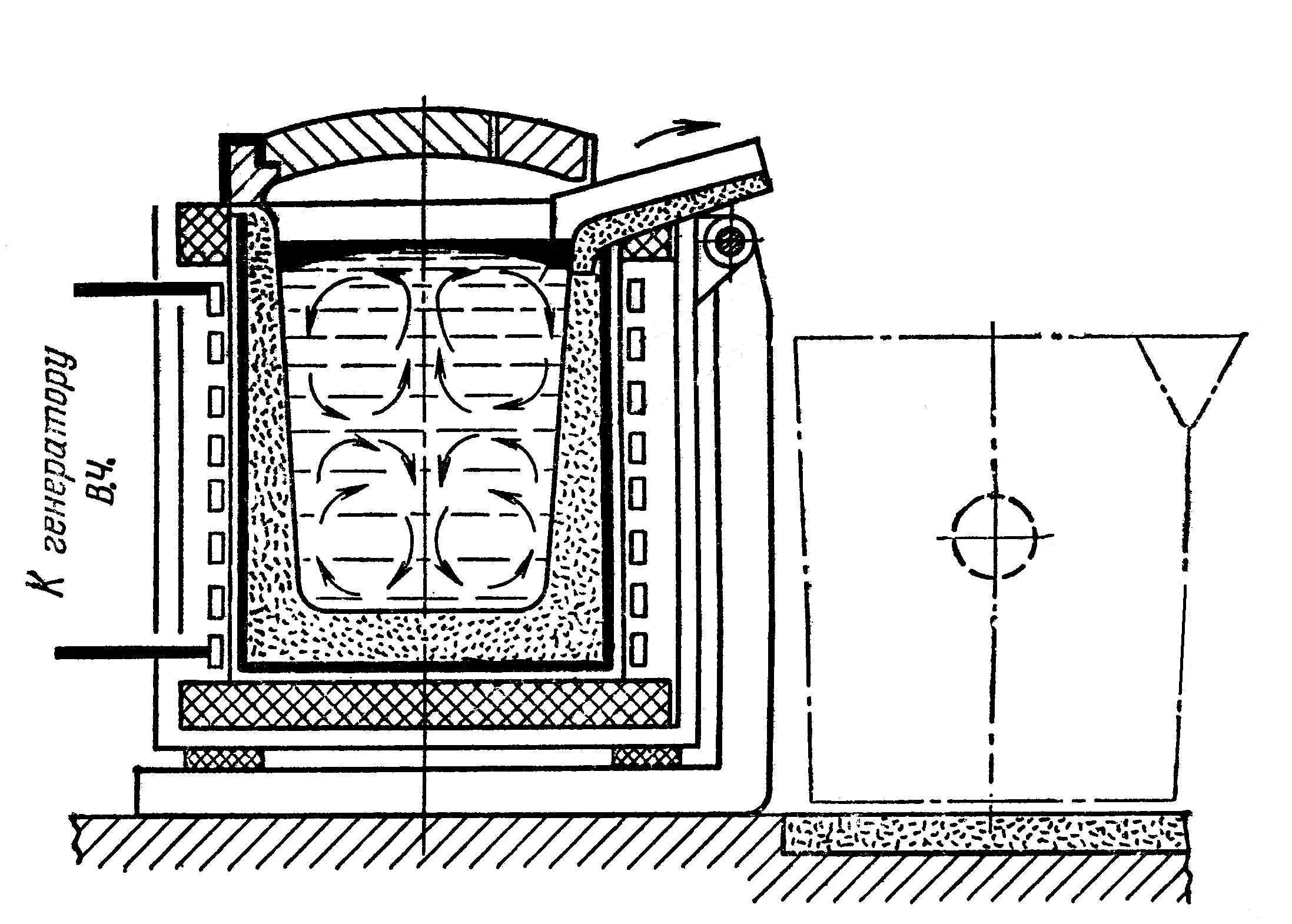
Рис. 1.13. Схема индукционной тигельной электрической
плавильной печи
При вакуумной индукционной плавке индуктор с тиглем, дозатор шихты и изложницы помещают в вакуумные камеры. Плавка, введение легирующих добавок, раскислителей, разливка металла в изложницы производятся без нарушения вакуума в камере, благодаря чему получают сплавы высокого качества с малым содержанием газов, неметаллических включений, легированные любыми элементами.
Для повышения качества металла используют обработку синтетическим шлаком, вакуумную дегазацию, электрошлаковый переплав, вакуумно-дуговой пепреплав, вакуумно-индукционный переплав, переплав в электронно-лучевых и плазменных печах.
Обработка синтетическим шлаком, состоящим из СаО (55%), АЛ2О3 (40%) и небольшого количества SiO2, MgO, FeO, заключается в том, что выплавленный в электропечи шлак заливают в ковш непосредственно перед заливкой стали [10]. Благодаря перемешиванию стали и шлака реакции между ними протекают быстрее, чем в плавильной печи. В результате снижается содержание серы, кислорода и неметаллических включений, увеличивается пластичность и прочность стали.
При вакуумной дегазации стали ковш с жидкой сталью помещают в герметичную камеру, в которой создается давление 0,27– 0,67 кПа (рис. 1.14).
При таком разряжении из жидкой стали интенсивно выделяются газы (водород и азот). Всплывающие пузырьки захватывают неметаллические включения.
Электрошлаковый переплав – бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак. Под действием выделяющейся в шлаке теплоты металл электродов плавится и стекает под шлак, где застывает в слиток.
Изоляция кристаллизующегося металла от атмосферы слоем шлака позволяет получать сталь высокого качества даже без применения вакуума. Электрошлаковые печи по конструкции проще дуговых, тем более вакуумных, а электрический режим в них гораздо стабильнее.
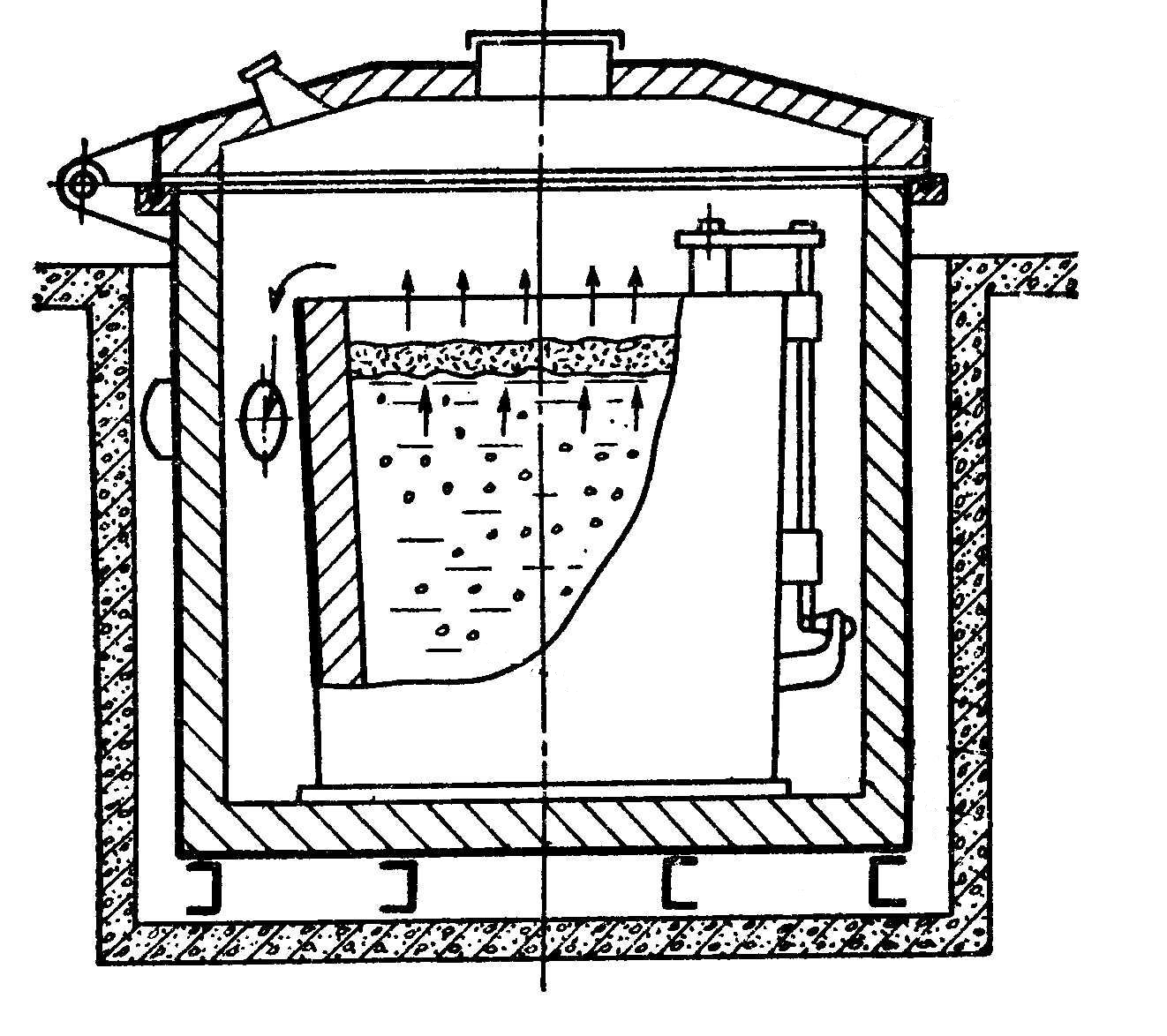
Рис. 1.14. Схема вакуумной дегазации стали в ковше
Вакуумно-дуговой пепреплав и вакуумно-индукционный переплав стали осуществляют в вакуумных дуговых или индукционных печах при пониженном остаточном давлении 100–0,1 МПа. Вакуумный переплав позволяет эффективно очистить металл от газов (азота, кислорода, водорода), примесей и неметаллических включений. Эти методы используются в производстве сплавов для особо ответственных изделий (например, для изготовления дисков и валов турбин и компрессоров).
Переплав в электронно-лучевых и плазменных печах применяют для выплавки сплавов и сталей особо высокого качества.