

1.4.4. Центробежное литье
Литье центробежное – способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Центробежным способом получают отливки из чугуна, стали и из цветных сплавов (алюминия, цинка, меди, титана и др.) на литейных центробежных машинах. В зависимости от расположения оси вращения центробежные машины подразделяются: на машины с горизонтальной (рис. 1.36, а), вертикальной (рис. 1.36, б) и наклонной осью вращения [10]. Внутренняя поверхность отливки при центробежном литье формируется без непосредственного контакта с литейной формой и без стержней.
Расплав заполняет полость литейной формы и затвердевает под воздействием центробежной силы Fц, значительно превышающей силу тяжести Fт .
При оптимальной частоте вращения происходит хорошее заполнение форм жидким металлом, и неметаллические включения, шлаки и газовая пористость оттесняются к внутренней поверхности отливок. В случае превышения оптимальных значений частоты вращения возрастает ликвация в отливке, а также опасность образования в ней трещин из-за роста давления. При невысоких частотах вращения отливка плохо очищается от шлаков и газов, в результате чего приобретает шероховатую поверхность.
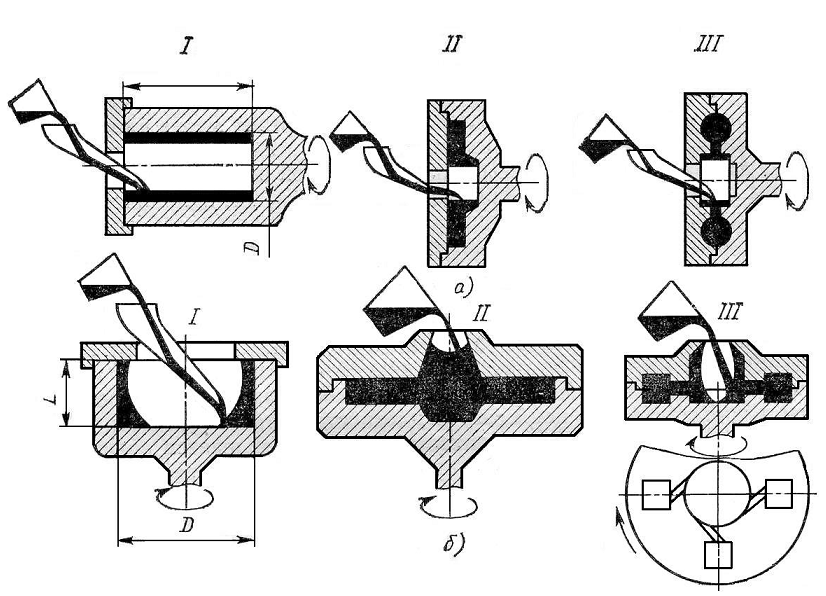
Рис. 1.36. Схемы центробежного литья
Литейные формы (изложницы) предварительно нагревают или охлаждают до 300 оС, затем на рабочую поверхность наносят огнеупорное покрытие в виде красок, облицовок из сыпучих материалов. Это повышает стойкость изложниц, снижает скорость охлаждения отливки, предупреждает образование спаев и трещин.
Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок со свободной поверхностью – чугунных и стальных труб, колец, втулок, цилиндрических или конических барабанов (обечаек) и др.
Центробежное литье применяют для получения пустотелых отливок типа тел вращения (втулки, роторы). Фасонные отливки получают в центробежных машинах с вертикальной осью вращения в песчаных, металлических, керамических и других формах.
Преимуществами данного способа литья являются:
– высокий выход годного литья (90–95%);
– получение высокой плотности и мелкозернистости металла за счет больших скоростей охлаждения;
– возможность получения тонкостенных отливок из сплавов с низкой жидкотекучестью;
– возможность получения двухслойных отливок (поочередно заливают в форму различные сплавы: сталь-бронза, сталь-чугун и др.);
– большая производительность данного способа и возможность его автоматизации.
Недостатки способа:
– химическая неоднородность в толстостенных отливках; возможность деформации формы под давлением жидкого металла;
– разностенность по высоте отливок, полученных в центробежных машинах с вертикальной осью вращения;
– высокие внутренние напряжения в поверхностном слое, способствующие образованию трещин.
Центробежным литьем изготавливают водонапорные и канализационные трубы, гильзы внутреннего сгорания, поршневые кольца, подшипники качения, втулки, диски и других [12].