

2.5.7. Растачивание отверстия на токарном вертикальном шестишпиндельном полуавтомате
Одним из высокопроизводительных способов обработки является обработка на многошпиндельных токарных полуавтоматах (рис. 2.66).

Рис. 2.66. Растачивание отверстия на одной из позиций
шестишпиндельного токарного вертикального полуавтомата двумя резцами Т5К10, = 45
Производительность достигается за счет одновременной обработки пяти заготовок на пяти различных позициях. Таким образом, одновременно на станке в работе участвует 10 резцов. Здесь могут быть применены резцы с механическим креплением твердосплавных пластин, например пластины пятигранной формы с углом 108 при вершине с отверстием и стружколомающими канавками.
Для завивания и дробления стружки передняя поверхность должна иметь стружкозавивающие элементы, например в виде лунки, или иметь несколько фасок и поверхностей рациональной ширины: упрочняющую, стабилизирующую, стружкозавивающую (рис. 2.67).

Рис. 2.67. Форма передней поверхности с упрочняющей и стабилизирующей фасками и стружкозавивающей плоскостью
Ширина
лунки до ее наиболее глубокой линии bл
(или
расстояние lп
от режущей
кромки до стружкозавивающего порожка)
должна в 1,5–2,0
раза превышать длину C
контакта стружки с резцом (рис. 2.67) или
в 6–8
раз толщину срезаемого слоя. Поскольку
на многогранных пластинах с механическим
креплением форма лунки выполнена
определенным образом при прессовании
пластин, то она фактически и определяет
диапазон рациональных значений толщины
срезаемого слоя. В нашем случае при
lп 3–3,5
мм:
![]() ,
следовательно,
подача может быть выбрана 0,6 мм/об.
,
следовательно,
подача может быть выбрана 0,6 мм/об.
Для увеличения хрупкой прочности режущего лезвия на его передней поверхности должна быть выполнена упрочняющая фаска под углом f -. Ширина упрочняющей фаски при обработке стали относительно небольшой твердости (HB<2000 МПа) с рациональными температурами передней поверхности 8 С, как правило, не должна превышать толщины срезаемого слоя.
При
![]()
![]() .
.
При черновой обработке сталей передний угол за фаской почти всегда целесообразно делать положительным: , а при работе на нежестких станках, при недостаточной жесткости технологической системы, его целесообразно увеличивать до 15–20. Это относится и к вертикальным шестишпиндельным полуавтоматам, у которых подача суппортов осуществляется с помощью нежесткой реечной передачи. Поэтому сила Рх на каждом из суппортов не должна превышать 6 кН. Общая мощность станка около 50 кВт, эффективная допускаемая мощность на каждом работающем шпинделе – около 8 кВт. Для обеспечения переднего угла 18–20 пластину в державке приходится устанавливать таким образом, что задняя поверхность режущей пластины оказывается под нулевым или небольшим отрицательным задним углом по отношению к скорости резания. Для создания положительного заднего угла 6 задние поверхности режущих пластин приходится затачивать. При этом одновременно необходимо обеспечить рациональный радиус при вершине. Для обеспечения равномерности износа по вершине и режущим кромкам радиус при вершине целесообразно делать около 3–6 мм на небольшом участке зачищающей кромки длиной около 2 мм (см. рис. 2.42).
При относительно невысокой жесткости технологической системы, характерной для растачивания (порядка 10 кН/мм), величина допускаемой силы Ру ограничивается требованиями к точности обработки. Силе в 1 кН примерно соответствует погрешность около 0,1 мм на сторону. При этом желательно, чтобы суммарная сила Ру была минимальна по величине и направлена в сторону резца, обрабатывающего больший диаметр. При этом при обратном ускоренном ходе суппорта резец не будет касаться обработанной поверхности. Для обеспечения этого припуск на обработку для резца, настроенного на обработку меньшего диаметра, следует сделать немного больше (например, на 1 мм), чем для резца, настроенного на обработку большего диаметра.
Скорость резания ограничивается наибольшей температурой, которая возникает в данном случае на передней поверхности режущего лезвия (рис. 2.68). Не следует превышать температуру передней поверхности более 800 С, поскольку в наладке участвует 10 резцов и должна быть обеспечена высокая стойкость пластин. Время обработки целесообразно выравнивать на всех пяти позициях станка. Поэтому при обработке поверхностей меньших диаметров скорости ниже, чем при обработке поверхностей больших диаметров. В этом случае на первых трех позициях можно использовать менее теплостойкий, но более прочный сплав Т5К10 (Р30), а на последних двух – более износостойкий сплав Т15К6 (Р10).
Таблица 2.14
Режимы резания и геометрические параметры расточных резцов
|
|
Режим резания, геометрические параметры, время |
|||||||||
|
Обозначение операции |
D мм |
t мм |
s мм/об |
n об/мин |
V м/мин
|
j о
|
h мм
|
L мм |
Т мин |
Материал инструмента
|
|
Опер. 70 |
|
Станок 1286 вертикальный п/а
|
||||||||
|
j = 1–1 |
110 |
5 |
0,6 |
80 |
27,6 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 1–2 |
120 |
5 |
0,6 |
80 |
30,1 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 2–1 |
130 |
5 |
0,6 |
80 |
32,7 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 2–2 |
140 |
5 |
0,6 |
80 |
35,2 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 3–1 |
150 |
5 |
0,6 |
80 |
37,7 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 3–2 |
160 |
5 |
0,6 |
80 |
40,2 |
45 |
1 |
220 |
4,6 |
Т5К10 |
|
j = 4–1 |
170 |
5 |
0,6 |
80 |
42,7 |
45 |
1 |
220 |
4,6 |
Т15К6 |
|
j = 4–2 |
180 |
5 |
0,6 |
80 |
45,2 |
45 |
1 |
220 |
4,6 |
Т15К6 |
|
j = 5–1 |
186 |
3 |
0,6 |
80 |
46,7 |
45 |
1 |
220 |
4,6 |
Т15К6 |
|
j = 5–2 |
192 |
3 |
0,6 |
80 |
48,2 |
45 |
1 |
220 |
4,6 |
Т15К6 |

Рис. 2.68. Влияние переднего угла на силы и мощность при растачивании отверстия в заготовке «Коронная шестерня», сталь 45, s=0,6 мм/об, hз*=0,6 мм, резцы Т5К10 = 45, t = 5,5 мм, и = 45, t= 4,5 мм
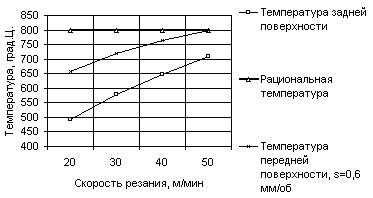
Рис. 2.69. Влияние скорости резания на температуру при растачивании стали 45, = 45, hз=1 мм