

2.2.5. Силы при фрезеровании цилиндрическими фрезами с винтовыми зубьями
Технологические оси при фрезеровании цилиндрической фрезой на горизонтально-фрезерном станке направляют таким образом, чтобы две оcи (Н и V) находились в рабочей плоскости: одна из осей – в направлении подачи, другая – ей перпендикулярна, – а третья ось W, перпендикулярная рабочей плоскости, совпадала с осью вращения фрезы (рис. 2.22).
К технологическим силовым характеристикам процесса фрезерования цилиндрическими фрезами относят вертикальную PV, горизонтальную PH и осевую PW силы, а также крутящий момент Mкр и мощность Ne.
Горизонтальная сила PH направлена по подаче SM. При встречном фрезеровании векторы подачи SM и силы PH направлены навстречу друг другу, а при попутном – в одном направлении.
При наличии зазоров в механизме подачи при попутном фрезеровании стол фрезерного станка может перемещаться рывками, что приводит к резкому изменению толщины срезаемого слоя, сил фрезерования и к поломке фрезы.
Во избежание этого для работы с попутной подачей станки оборудуются натяжными устройствами, воздействующими на стол в направлении против подачи SM с силой, превышающей PH. При отсутствии натяжных устройств встречное фрезерование с этой точки зрения является предпочтительным.
Вертикальная сила PV прижимает стол фрезерного станка к направляющим. Неблагоприятным является случай, когда сила PV изменяет свое направление и, будучи направленной вверх, отрывает стол от направляющих. С этой точки зрения схема встречного фрезерования менее благоприятна. При встречном фрезеровании сила PV уменьшается и может изменить направление с увеличением глубины врезания е. В связи с этим при расчете режимов резания при фрезеровании необходимо учитывать величину и направление силы PV. При попутном фрезеровании сила PV всегда направлена вниз, что благоприятно сказывается на плавности перемещения стола.
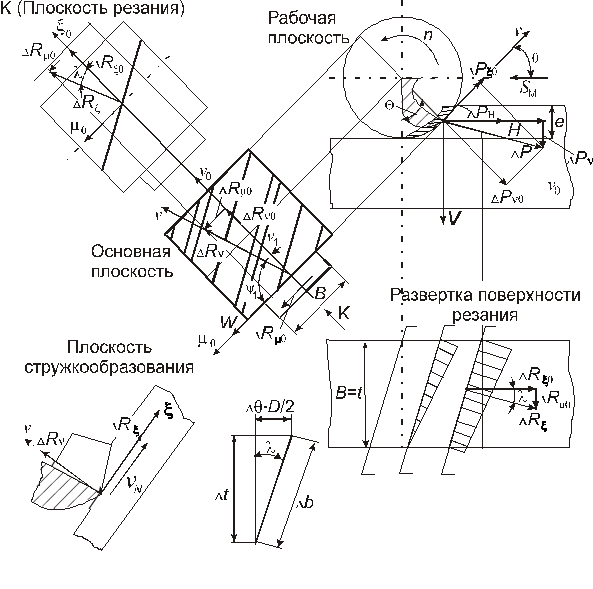 Рис.
2.22. Схема
технологических осей и приращений сил
при встречном фрезеровании цилиндрической
фрезой с винтовыми зубьями
Рис.
2.22. Схема
технологических осей и приращений сил
при встречном фрезеровании цилиндрической
фрезой с винтовыми зубьями
Осевая сила PW прижимает фрезу к шпинделю, или, напротив, отрывает ее от шпинделя станка вдоль оси его вращения. Крутящий момент Mкр относительно оси шпинделя (или фрезы) нагружает фрезу и механизм коробки скоростей станка и вместе с частотой вращения n определяет мощность Ne привода главного движения.
Особенности расчета силовых характеристик при фрезеровании цилиндрическими фрезами с винтовыми зубьями в сравнении с рассмотренным выше свободным косоугольным точением связаны с тем, что фрезерование является нестационарным резанием. В отличие от рассмотренного выше торцового прямоугольного фрезерования при фрезеровании цилиндрическими фрезами с винтовыми зубьями необходимо учитывать влияние угла наклона режущих кромок .
При косоугольном фрезеровании изменения толщины срезаемого слоя, а также величины и направлений приращений сил в плоскости стружкообразования обусловлены не только вращением фрезы, но и тем, что различным участкам режущей кромки одного режущего зуба соответствуют различные углы контакта рассматриваемого участка режущей кромки с поверхностью резания. В связи с этим следует говорить не о самих силах, а только об их приращениях.