

2.1.4. Усадка стружки и относительный сдвиг
Согласно современным представлениям, при образовании непрерывной и сплошной (сливной) стружки зона деформации имеет сложную форму и условно может быть разбита на несколько зон (рис. 2.11).

Рис. 2.11. Схема зоны деформации: A – зона стружкообразования с параллельными границами; Б – застойная зона адиабатических
деформаций, поперечное сечение «уса»; В и Г – зоны контактных
деформаций на передней и задней поверхностях
Однако более широко применяется упрощенная схема зоны деформации с единственной плоскостью сдвига, предложенная русским ученым – проф. И.А. Тиме [1].
Условие непрерывности (сплошности) несжимаемой деформируемой среды при образовании сливной стружки при плоской деформации выражается в постоянстве скорости в направлении 1–1 (рис. 2.1.8, б), перпендикулярном условной плоскости сдвига.
Для выполнения условий непрерывности несжимаемой среды при плоской деформации проекции скорости резания v (а при косоугольном резании – ее нормальной к режущей кромке составляющей в плоскости резания) и скорости стружки v1 на нормаль к условной плоскости сдвига должны быть равны друг другу:
![]() или
или ![]() .
(2.21)
.
(2.21)
Из формулы (2.15) следует
![]()
![]() .
(2.22)
.
(2.22)

Рис. 2.12. Соотношения между скоростями стружки и детали
при деформации по схеме И.А. Тиме – единственной плоскости сдвига: а – схема зоны стружкообразования; б – план скоростей
Отношение скорости резания v к скорости стружки v1, согласно терминологии, введенной И.А. Тиме [1], называют усадкой стружки (а иногда – коэффициентом усадки стружки К).
Вследствие
постоянства объема
![]() и равенства ширины стружки ширине
срезаемого слоя
и равенства ширины стружки ширине
срезаемого слоя
![]() усадка стружки может быть определена
как отношение толщины стружки а1
к максимальной
толщине срезаемого слоя ам
[1]:
усадка стружки может быть определена
как отношение толщины стружки а1
к максимальной
толщине срезаемого слоя ам
[1]:
![]() .
(2.23)
.
(2.23)
По усадке стружки и переднему углу вычисляется угол у наклона условной плоскости сдвига, а также длина контакта СА стружки с передней поверхностью режущего лезвия:
![]() .
(2.24)
.
(2.24)
Длина контакта СА может быть оценена по формуле Н.Г. Абуладзе [1]
![]() .
(2.25)
.
(2.25)
Условие контакта инструмента со стружкой определяет величину скорости v2, с которой стружка перемещается вдоль условной плоскости сдвига. Для большей наглядности рассмотрим соотношения между этими скоростями при неподвижной детали (например, при строгании) (рис. 2.13). Условие контакта стружки с инструментом требует, чтобы проекции скоростей стружки и резца на нормаль к передней поверхности режущего лезвия были равны друг другу, т. е. [1]
![]() ,
откуда
,
откуда
![]() .
(2.26)
.
(2.26)
Скорость v2 характеризует перемещение частиц стружки, находящихся на верхней границе зоны стружкообразования относительно нижней в направлении условной плоскости сдвига.
Отношение скорости v2, полученной из условия контакта стружки с резцом, к нормальной относительно условной плоскости сдвига составляющей скорости резания vn = v siny называют относительным сдвигом [ 1]:
![]() (2.27)
(2.27)
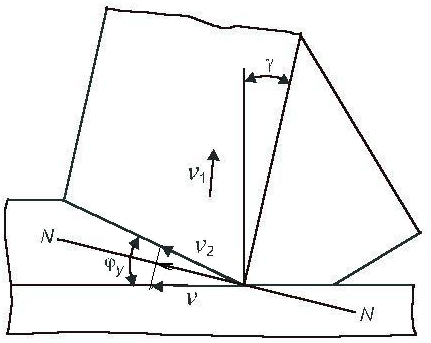
Рис. 2.13. Схема скоростей резца и стружки при строгании
Выражение для относительного сдвига в виде формулы (2.20) использовалось еще И.А. Тиме [1]. В специальной литературе используются и другие выражения для относительного сдвига , тождественные (2.20):
![]() (2.28)
(2.28)
Термин «относительный сдвиг» заимствован из линейного преобразования, называемого простым сдвигом. Простой сдвиг является плоской однородной деформацией. Он может быть представлен в виде линейного преобразования вектора X=(x,y) в вектор X'=(x',y') (рис. 2.14):
![]() (2.29)
(2.29)
Здесь – тангенс угла , на который при простом сдвиге вдоль оси х повернулась сторона квадрата, перпендикулярная направлению сдвига, при преобразовании квадрата в параллелограмм, – относительный сдвиг:
![]() (2.30)
(2.30)
где Ux – приращение перемещения вдоль оси x, y – высота деформируемого элемента в направлении оси y. При простом сдвиге относительный сдвиг используется в качестве характеристики деформации.

Рис. 2.14. Однородная плоская деформация по схеме простого сдвига
Для пояснения правомерности применения схемы простого сдвига к резанию рассмотрим преобразование квадрата 1–2–3–4 в параллелограмм 1–2–3–4 при переходе его через зону стружкообразования в виде единственной плоскости сдвига (рис. 2.15).
Применительно
к резанию, воспользовавшись ранее
принятыми обозначениями, запишем:
![]() ,
, ![]() ,
,
![]() (2.31)
(2.31)
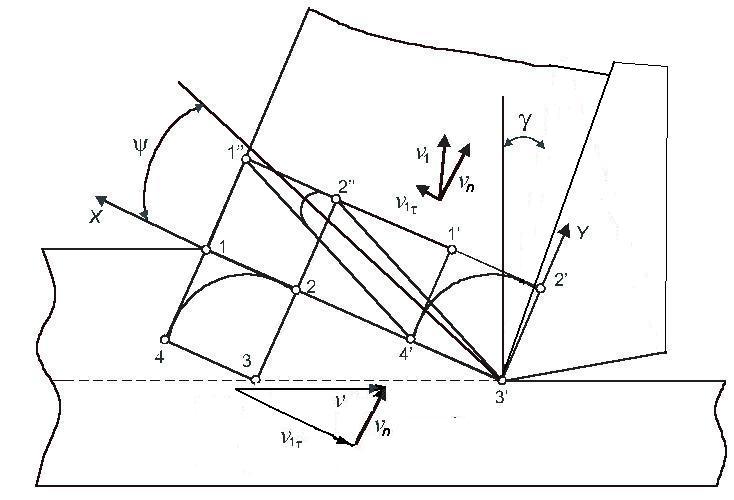
Рис.2.15. Преобразование квадрата 1–2–3–4 в параллелограмм
1–2–3–4 по схеме простого сдвига при прохождении его через зону стружкообразования
Относительный сдвиг часто называют характеристикой деформации при резании. Однако это было бы корректно, если бы деформация в зоне стружкообразования была однородной не только в стружке за конечной границей зоны стружкообразования, но и внутри этой зоны. В действительности деформация в зоне стружкообразования и в контактной пластической области всегда неоднородна. Таким образом, относительный сдвиг может характеризовать только конечные деформации материала, уже прошедшего через зону стружкообразования.
Угол между большой осью эллипса и направлением сдвига называют углом текстуры. Между углом текстуры и относительным сдвигом имеется связь [1]:
![]()
![]() .
(2.32)
.
(2.32)