

Л а б о р лтор на я работа8(6) анализ технологической схемы швейного потока
Цель работы: графический и аналитический анализ технологической схемы Объект изучения: технологическая схема потока
Материалы: технологическая схема, миллиметровая бумага, масштабная линейка, карандаш.
План работы
1. Построение синхронного графика.
2. Построение монтажного графика.
3. Выполнение аналитического анализа технологической схемы потока, рассчитав технико-экономические показатели.
Методические указания
Задание I. Построить синхронный график по технологической схеме
Технологическая схема потока является основным документом швейного процесса, на основании которого производится расстановка рабочих мест, оборудования, рабочей силы, оснащение рабочих мест инструментами, приспособлениями и вспомогательными материалами, а также контроль производственного процесса, учет выработки и расчет заработной платы рабочих.
Для определения загрузки швейного потока по организационным операциям строят синхронный графикуграфик загрузки).
Синхронный график Показан на рис. 6.1.
При построении графика загрузки операций на оси абсцисс (линия такта) проставляются номера организационных операций, а на оси ординат откладывается в принятом масштабе время на выполнение этих операций
Для кратных операций откладывается среднее время на одного исполнителя Полученные точки соединяются вертикальными линиями с осью абсцисс.
55
Параллельно линии такта проводятся линии допускаемых отклонений от такта. Это отклонение берется в соответствии с принятым основным условием согласования времени.
Точки графика не должны выходить за пределы допускаемых отклонений Чем больше перегружен процесс, тем больше будет точек выше оси аосцисс, и наоборот. По высоте вертикальных линий судят о размере отклонений операций от такта в ту или в другую сторону.
56
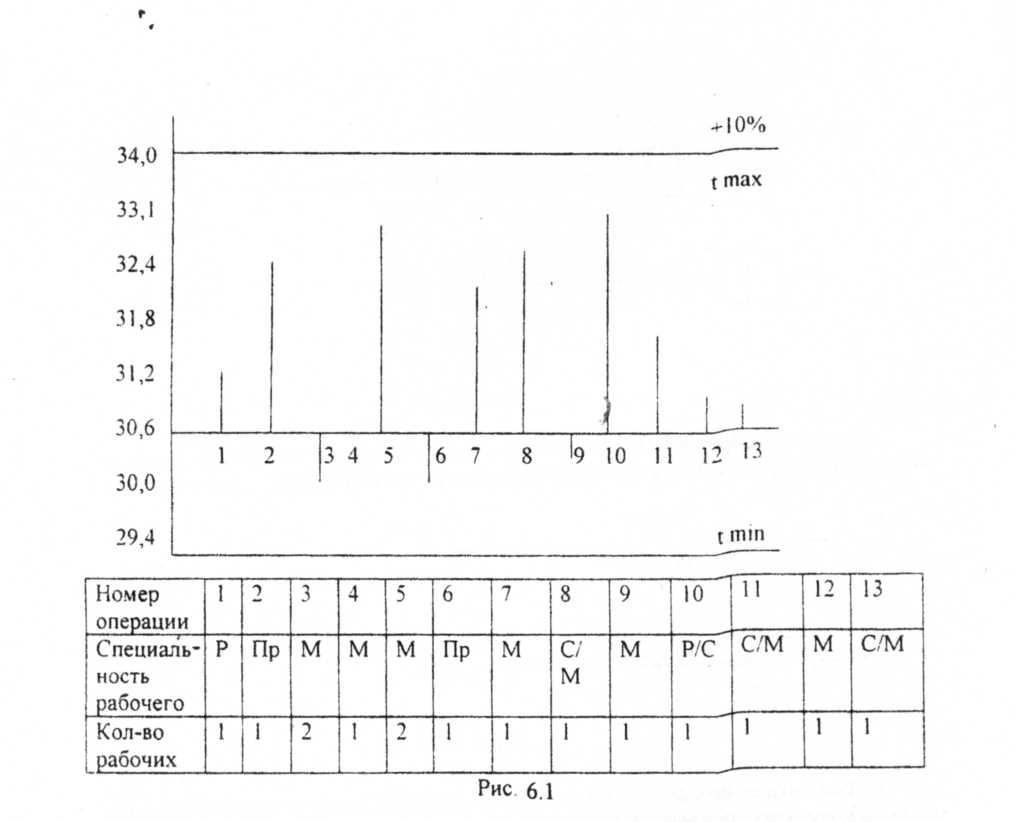
Рис 6.3

Задание 2. Построить монтажный график по технологической схеме
Чтобы иметь наглядное представление о характере построения технологической схемы потока, строят монтажный график (рис. 6.2, 6.3).
Монтажный график составляется по секциям потока отдельно. По монтажному графику устанавливается правильность комплектования операций в процессе (в отношении последовательности обработки). Он является исходным
документом для составления распланировки потока.
Правила построения монтажного графика заключается в следующем
1. Каждый квадрат означает одну операцию, в нем указываются номер операции и специальность.
2. Количество квадратов должно соответствовать числу рабочих в процессе
3. Кратные операции обозначаются квадратами, обведенными двойной, тройной и т.д. рамкой (двукратные операции показываются двойным квадратом, трехкратные - тройным и т.д.).
4 Слева на графике указывается запускальщица и очередность обработки деталей изделия. Детали на графике располагают снизу вверх в порядке очередности их обработки.
5 Подача деталей на операцию от запускальшицы показывается линиями (стрелками) с указанием номеров деталей, которые располагаются выше операций процесса (рис. 6.4).
Рис.6.4
Если все детали, которые обрабатывались на операции, передаются для обработки на последующую операцию, то передача этих деталей показывается стрелкой (рис. 6.5).
Рис. 6.5
Если деталь уже обрабатывалась на операции, а ее нужно подать для дальнейшей обработки через несколько операций, то передача деталей показывается стрелкой, которая располагается ниже операций процесса. Стрелка начинается с той операции, где деталь последний раз обрабатывалась, и заканчивается на той операции, на которой продолжается или заканчивается обработка детали по технологической схеме потока (рис. 6.6).


Рис. 6.6
Стрелок с обратным направлением (возврат деталей) не должно быть (за исключением тех случаев, когда проектируются потоки типа ПМС (рис 6.7)).
Рис 6.7
6. Если отдельные детали заготавливаются параллельно, то первые операции по обработке этих деталей показываются на одном уровне (по вертикали) - одна над другой для того, чтобы показать возможность совмещения обработки этих деталей во времени (рис. 6.8).
Рис. 6.8
После соединения детали с основной частью ( или всем изделием) дальнейшая обработка ее в графике не отражается.


![]()

Сборка изделия из отдельных, ранее обработанных деталей и узлов изделий (операции основного процесса показываются на одном уровне по горизонтали), представлена на рис. 6.9.
Рас. 6.9

Операции, выполняемые запускальщицей и подсобной работницей, в графике не показываются.
Задание 3. Выполнить аналитический анализ технологической схемы
Для того, чтобы оценить рациональность составленной технологической схемы, рассчитывают основные технико-экономические показатели потока Расчет технико-экономических показателей потока начинается с составления сводки рабочей силы. На основании технологической схемы и сводной таблицы численности основных рабочих рассчитывают основные технико-экономические показатели потока:
|
Разряд |
Вре |
мя обработки по |
Общее? |
Расч |
Сум- |
Тариф- |
Сум- |
||||
|
|
специальностям,с |
|
етноё |
ма |
ный |
ма |
|||||
|
|
М |
С/М |
ПА |
р |
ПР |
У |
время |
|
разря - |
коэфф- |
тари- |
|
|
|
|
|
|
|
|
обраб- |
кол- |
дов |
ициент |
фны* |
|
|
|
|
|
|
|
|
отки |
во |
|
|
|
|
|
|
|
|
|
|
|
по |
рабо- |
|
|
коэф - |
|
|
|
|
|
|
|
|
разря - |
чих |
|
|
фици- |
|
|
|
|
|
|
|
|
дам, с |
по |
|
|
ентоо |
|
|
|
|
|
|
|
|
|
разр- |
|
|
|
|
|
|
|
|
|
|
|
|
ядам. |
|
|
|
|
|
|
|
|
|
|
|
|
чел. |
|
|
|
|
I |
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
! 1 |
12 |
|
1 |
|
|
|
|
|
|
|
|
|
1,000 |
|
|
2 |
|
|
|
|
|
|
|
|
|
1,088 |
|
|
3 |
|
|
|
|
|
|
|
|
|
1,2041 |
|
|
4 |
|
|
|
|
|
|
|
|
|
1,3510 |
|
|
5 |
|
|
|
|
|
|
|
|
|
1,5310 |
|
|
6 |
|
|
|
|
|
|
|
|
1.800 |
|
|
|
Итого |
|
|
|
|
|
|
|
|
|
|
|
|
общее |
|
|
|
|
|
|
|
|
|
|
|
|
время по |
|
|
|
|
|
|
|
|
|
|
|
|
специаль- |
|
|
|
|
|
|
|
|
|
|
|
|
ностям, с |
|
|
|
|
|
|
|
|
|
|
|
|
Количест- |
|
|
|
|
|
|
|
|
|
|
|
|
во |
|
|
|
|
|
|
|
|
|
|
|
|
рабочих |
|
|
|
|
|
|
|
|
|
|
|
|
по |
|
|
|
|
|
|
|
|
|
|
|
|
специаль- |
|
|
|
|
|
|
|
|
|
|
|
|
ностям, |
|
|
|
|
|
|
|
|
|
|
|
|
чел. |
|
|
|
|
|
|
|
|
|
|
|
|
Удельны й |
|
|
|
|
|
|
|
|
|
|
|
|
вес, % |
|
|
|
|
|
|
|
|
|
|
|
Таблица 6.1
основная заработная плата за единицу изделия, руб;
средний разряд;
средний тарифный коэффициент; выработка на одного рабочего, ед; коэффициент механизации потока.
После разработки технологической схемы потока составляется таблица -сводка рабочей силы (табл 6.1).
Сводка рабочей силы потока изготовления изделия...........................
Мощность потока в смену, шт......................................................
Такт потока, с...........................................................................
Количество рабочих в потоке, чел..................................................
)
Сводку оборудования составляют на основании технологической схемы по табл. 6 2
Таблица 6.2
|
№ п/ п |
Оборудование |
Количество технологического оборудования |
Тип, класс машины |
||
|
|
|
основного |
запасного |
всего |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
Количество запасного оборудования берется в размере 7-10% от основного -для АГП, ГПП и 3-5% для ПМС.
После составления сводки рабочей силы производится анализ технологической схемы по следующим показателям, которые сводятся в табл. 6.3
Таблица 6.3
|
№ |
Наименование |
Обознач- |
Расчетная формула |
Расчетн - |
|
п/ |
показателей |
ение |
|
ые |
|
п |
|
показателей |
|
значения показателей потока |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Выпуск изделий в смену, шт. |
М см |
где R - продолжительность смены |
|
|
2 |
Затрата времени (трудоемкость) изготовления изделия, с |
Т |
где tM0 - затрата времени на неделимую операцию; п -кол-во неделимых операций в последовательности |
|
|
3 |
Количество рабочих (расчетное) в потоке, чел. |
N |
|
|
Продолжение таблицы 6 3

Продолжение таблицы 6 3
Вопросы для самопроверки
1. Для чего строится монтажный график7 Что он показывает9
2. Для чего строится синхронный график9 Какие выводы Вы можете сделать о своем синхронном графике9
3 Для чего необходим анализ технологической схемы потока9
4 С чего начинается анализ технологической схемы и как выполняется? Какие показатели технологической схемы являются основными?
5. По какому признаку оценивается специальность рабочего на той или иной организационной операции?
6. Как определяется расчетное количество рабочих по видам работ и сумма тарифных коэффициентов9
7. Что характеризует собой средний разряд по потоку?

Вывод:
ПРИЛОЖЕНИЕ
Таблица 1
КОСТЮМ МУЖСКОЙ ШЕРСТЯНОЙ
|
Роста |
Размеры |
||||
|
|
88 |
92 |
96 |
100 |
104 |
|
|
уд. вес,. % пл. лекал, м2 |
уд. вес, % пл. лекал, м2 |
уд. вес, % пл. лекал, м2 |
уд. вес, % пл лекал, м2 |
уд вес, % пл. лекал, м~ |
|
164 |
2,5 3,2180 |
4,5 3,1768 |
4,0 3,2638 |
3,5 3,3598 |
2,5 3,4557 |
|
170 |
3,5 3,2180 |
5,5 3,3083 |
15,0 3,3896 |
18,5 3,4754 |
12,5 3,5613 |
|
176 |
2,0 3,3642 |
3,0 3,4398 |
5,0 3,5154 |
6,0 3,5910 |
6,0 3,6669 |
|
182 |
|
|
2,0 3,6412 |
2,0 3,7066 |
2,0 3,7725 |
Таблица 2
Костюм для мальчиков старшего школьного возраста
|
Роста |
Размеры |
||||
|
|
64 |
68 |
72 |
76 |
80 |
|
|
уд. вес,. % пл лекал, м2 |
уд вес, % пл. лекал, м* |
уд вес, % пл. лекал, м* |
уд. вес, °о пл. лекал, м" |
уд. вес, % пл лекал, м |
|
152 |
2,0 1,5864 |
|
|
|
|
|
158 |
4,0 1,6486 |
5,0 1,7783 |
5,0 1,9080 |
3,0 2,0377 |
3:0 2,1674 |
|
164 |
7,0 1,7108 |
8,0 1,8416 |
13,0 1,9724 |
14,0 2,1032 |
13,0 2,2340 |
|
170 |
2,0 1,7730 |
4 1,9098 |
5,0 2,0466 |
7,0 2,1834 |
5,0 2,3202 |
Таблица 3
Пальто женское демисезонное из шерстяной ткани
|
Роста |
Размеры |
|
|||||
|
|
88 |
92 |
96 |
100 |
104 |
108 |
|
|
|
уд. вес,. % пл лекал, м2 |
уд. вес,. % пл лекал, м" |
уд. вес,. % пл. лекал, м2 |
уд вес,. % пл. лекал, м2 |
уд. вес,. % пл. лекал,м |
уд. вес, % пл лекал, м |
|
|
146 |
1,5 2,4428 |
3,5 2.4856 |
3,0 2,5386 |
3,0 2,5916 |
|
|
|
|
152 |
1,5 2,4958 |
5,0 2,5488 |
9,0 2,6018 |
8,5 2,6548 |
4,0 2,7078 |
|
|
|
158 |
2,0 2,5590 |
4,5 2,1620 |
11,0 2,6650 |
5,5 2,7180 |
8,0 2,7710 |
1,5 2,8240 |
|
|
164 |
|
|
3,5 2,7282 |
9,0 2,7812 |
6,5 2,8342 |
2,0 2,8770 |
|
|
170 |
|
|
|
3,0 2,8444 |
3,5 2,8974 |
1,0 2,9402 |
|
Таблица 4
Пальто мужское демисезонное
|
|
Размеры |
||||
|
Роста |
88 |
92 |
96 |
100 |
104 |
|
уд вес, % |
уд вес, % |
уд. вес, % |
уд. вес, % |
уд. вес, % |
|
|
|
пл. лекал, м* |
пл. лекал м2 |
пл.лекал м2 |
пл. лекал, м2 |
пл. лекал, м2 |
|
158 |
1 |
3,0 |
3,5 |
3,0 |
|
|
|
2,3752 |
2,4284 |
2,4816 |
2,5350 |
|
|
164 |
2,0 |
5,5 |
10,5 |
9,5 |
4,0 |
|
|
2,4384 |
2,4940 |
2,5496 |
2,6061 |
2,7262 |
|
170 |
2,0 |
4,5 |
8,0 |
5,5 |
8,0 |
|
|
2,5016 |
2,5596 |
2,6178 |
2,6772 |
2,8035 |
|
176 |
|
|
3,0 2,6860 |
9,0 2,7482 |
7,5 2.8808 |
|
182 |
|
|
9,0 |
4,0 saw |
" 3,5 |
Таблица 5
Сорочка мужская хлопчатобумажная
|
Роста |
|
|
Размеры |
||||
|
88 (37) |
92 (38) |
96 (39) |
100(40) уд вес, % пл. лекал. м~ |
104(41) уд. вес, % ил. лекал м2 |
108(42) |
1 Р |
|
|
уд. вес, % пл лекал м2 |
уд. вес, % пл. лекал. м2 |
уд. вес, % пл. лекал, м" |
уд вес, % ил. лекал. м2 1,0 1,5814 |
уд вес, % пл лекал. м2 |
|||
|
158 |
1,0 1,3992 |
3,0 1,4392 |
6,0 1,4770 |
6,0 1,5077 |
3,0 1,5479 |
|
|
|
170 |
1,0 1,4732 |
4,5 1,5142 |
12,0 1,5520 |
19,0 1,5849 |
15,0 1,6251 |
6,5 1,6251 |
2,5 1.7197 |
|
182 |
|
0,5 1,5892 |
2,5 1,6280 |
5,0 1,6621 |
~ 6,0 1,7530 |
3,5 1,7530 |
2,0 1,8057 |
Таблица 6
Максимальная технически возможная высота настилов
|
Ткань |
Число полотен в |
|
i |
настиле |
|
I Камвольная v |
34-36 ! |
|
Драп |
14-18 ; |
|
Хлопчатобумажная |
100-120 | |
|
Шелковая бельевая |
100-120 ! |
Таблица 7
Рекомендуемая комплектность лекал в раскладках
|
Швейные изделия |
| Число полных комплектов лекал в j |
|
|
рациональных раскладках |
|
Пальто мужское и женское |
j 3;2;1,5 |
|
Костюмы мужские и для мальчиков |
2;1,5 |
|
школьного возраста |
|
|
Сорочка мужская и для мальчиков |
4:3,2 |
|
1 школьного возраста |
|
Таблица 8
Норматив удельного веса однокомплектных раскладок
|
Швейные изделия 1 |
Уд. вес неэкономичных раскладок, % |
|
1 Пальто, плащи, костюмы для взрослых и j детей школьного возраста и подростков |
10 |
|
1 Бельевые изделия для взрослых, детей 1 школьного возраста и подростков |
5 |
Таблица 9
Нормативы межлекальных выпадов
|
Описание основных конструктивных форм изделия |
Норматив межлекальных выпадов в одноком плектной раскладке |
Уменьшение % межлекальных выпадов в 2-х комплектной раскладке |
Увеличение % межлекальных выпадов для тканей в клетку при размере раппорта |
Увеличение % межлекальных выпадов для ворсовых тканей |
|
1 |
2 |
3 |
4 |
5 |
|
Костюм мужской Пиджак полуприлегающий, с центральной бортовой застежкой. Полочки с отрезными бочками. Воротник отложной. Карманы прорезные. Рукава втачные, двухшовные. Брюки с отрезным поясом |
10,0 |
0,5-1,0 |
2x2см 2% 3x3см 3% 5x5см 5% 6x6см 6% |
|
|
Школьная форма для мальчиков школьного возраста Куртка прямая, с центральной застежкой, рукав втачной на манжете. Полочка с кокеткой. Брюки с отрезным поясом |
11,0 |
0,5-1,5 |
|
|
|
Пальто муж. демисезонное полуприлегающее с центральной застежкой. Спинка из частей, полочка цельная. Воротник отложной, шалью Рукава втачные |
10 |
1,0-2,0 |
2x2см 4°о 1x4см 5% 6x6см 5% |
1,0-1,5 |
Продолжение
таблицы
|
1 |
2 |
3 |
4 |
5 |
|
Пальто женское демисезонное прямого силуэта с центральной застежкой. Полочки цельные. Воротник отложной, карманы прорезные. Рукава 2-х шовные втачные |
10,5 |
1,0-3,0 |
2x2см 5% 4x4см 6% 6x6см 7% |
1,5-2,0 |
|
Сорочка мужская |
|
1,0-1,5 |
|
--- |
Предусматривается, что однокомплектные раскладки выполняются по тому же типу, что и многокомплектные, т.е. обе «лицо к лицу» или «лицом вниз» В тех же случаях, когда первая из них выполняется «лицом вниз», а вторая «лицом к лицу», величина указанной разности возрастает на 0,5-1,0 %
Для тканей в полоску величина межлекальных выпадов увеличивается: в долевую полоску на 2%; в поперечную полоску шириной 2-5 см - на 2%; 6-10 см - на 3,5%; 1 1-15 см - на 5%.
Таблица 10
1 азмеры припусков к деталям изделия в зависимости от их расположения в раскладке на клетчатых тканях
|
Деталь 1 |
Место расположения в раскладке 2 |
Припуск к деталям 3" |
Размеры припуска по виду рисунка клетки |
|||
|
Симметричная по основе и утку 4 |
Симметричная по основе и несимметричная по утку i 5 |
Несимметричная по основе и утку 6 |
Несимметрич -ная по основе 7 |
|||
|
Спинка со швом без шлицы |
Средним срезом друг к другу по одной уточной нити |
Пал По ширине, раппорт По длине, см |
ьто, плати, костю Уа 1 |
мы 3Л 1 Уа "Л \ \ |
% 1 V /4 Уа 1 1 |
Уа 1 Уа Уа 1 | |
|
Спинка со шлицей: правая |
Вдоль равняемой кромки |
По ширине, раппорт По длине, раппорт По ширине, см По длине, см |
Уа V 1 1 |
|||
|
Спинка целая |
В любом месте раскладки |
По ширине, см По длине, см |
1 1 |
1 1 |
1 1 |
1 | |
|
Полочки |
Бортовыми срезами друг к другу от одной уточной нити |
Без припусков |
|
|||
|
Полочка правая |
Вдоль ровняемой кромки |
Без припусков |
||||
т
Продолжение
таблицы
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Полочка левая |
В любом месте раскладки |
По ширине, см По длине, раппорт |
1 Уа |
1 1 |
1 3/4 |
1 1 |
|
Бочок полочки или спинки |
Рядом со спинкой или полочкой от одной уточной нити В любом месте раскладки |
Без припусков |
||||
|
По ширине, см По длине, раппорт |
1 Уа |
1 I |
1 3/4 |
1 1 |
||
|
Верхняя часть подборта |
Бортовыми срезами друг к другу от одной уточной нити |
По ширине, раппорт По длине, см |
Уа 1 |
3/4 1 |
Уа 1 |
Уа 1 |
|
Правый |
Вдоль кромок |
Г* |
ул припусков 1 |
3, '4 3 |
___ |
|
|
Левый |
В любом месте раскладки |
\ раппорт иод,, лШОрТ |
У* 3/ /4 |
3/ 1 |
||
|
Рукава из 2-х частей: Нижняя Верхняя половина |
В любом месте раскладки Рядом друг с другом от одной уточной нити |
|
Без припусков Без припусков |
|||
Продолжение таблицы 10
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
В любом месте раскладки: одна деталь |
По ширине, см По длине, раппорт |
1 |
1 1 |
1 Уа |
|
|
Воротник |
В любом месте раскладки |
По ширине, см По длине, раппорт |
1,5 Уа |
1,5 Уа |
1,5 1 |
1,5 |
|
Накладные карманы, клапаны, листочки, хлястик |
В любом месте раскладки |
По ширине, раппорт По длине, раппорт |
1 1 |
1 1 |
1 1 |
1 |
|
Передние половинки брюк |
В любом месте раскладки |
По длине, раппорт |
Уа |
1 |
% |
I |
|
Задняя половинка брюк |
В любом месте раскладки |
Без припуска |
|
|
||
|
Отрезной бочок брюк |
В любом месте раскладки |
По длине, раппорт |
Уа |
1 |
Уа |
1 |
|
Пояс брюк |
Вдоль ювняемой фОМКИ J |
Без припуска |
|
|
||
Нормативы предельных отходов материалов в настилах
|
Группа материалов |
Всего потерь для средневзвешенных норм и для расчета экономичности выполненных настилов, % |
В том числе потери на одно полотно для расчета кусков материала, м |
|
Шерстяные ткани: одежные плательные и сорочечные |
0,55 0,6 |
2,0 2,0 |
|
Шелковые ткани: плательные и сорочечные |
0,6 |
2,0 |
|
Хлопчатобумажные ткани: сорочечные |
0,5 |
1,5 |
Таблица 12 (справочная)
Величины кромок в соответствии с ГОСТ
|
Наименование ГОСТов |
Ширина 2-х кромок не должна превышать, см |
|
Ткани хлопчатобумажные, смешанные и из пряжи химических волокон ГОСТ 7913-76 |
3 - у ворсовых тканей, 3,5 - у тканей, вырабатываемых на бесчелночных ткацких станках 1,5 - у остальных тканей |
|
Ткани чистошерстяные и полушерстяные ГОСТ 27541-87 |
2,0 - у камвольных тканей, 3,4 - у всех тканей, вырабатываемых на бесчелночных ткацких станках |
I ao.iitiui I 3
Нормативы маломерных остатков материалов от настилов
|
Группа материалов |
Нормативы остатков к количеству раскроенных материалов, % |
|
Шерстяные ткани: пальтовые и костюмные платьевые и сорочечные |
0,4 0,4 |
|
Шелковые ткани, сорочечные |
0,4 |
|
Хлопчатобумажные ткани: Сорочечные |
0,3 |

Длина кусков материала
|
№ |
Длина кусков по видам материалов, м |
|||||
|
кус- |
Костюмные ткани |
Пальтовые ткани |
Сорочечные ткани \ |
|||
|
ков |
Общая |
По |
Общая |
По |
Общая |
По |
|
|
длина |
отрезам |
длина |
отрезам |
длина |
отрезам |
|
1 |
49,25 |
|
30,80 |
14,0 |
55,70 |
|
|
2 |
34.90 |
|
28,30 |
|
50,30 |
|
|
! 3 |
40,20 |
24,90 |
30,70 |
|
53,40 |
13,4 |
|
4 |
28,60 |
|
30,65 |
|
48,50 |
|
|
5 |
38,70 |
|
27,4 |
14,40 13,00 |
50,70 |
25,0 25,7 |
|
I 6 |
41,90 |
9,50 32,40 |
21,8 |
|
54,50 |
|
|
! 7 |
24,90 |
|
29,95 |
|
53,30 |
|
|
1 8 |
43,00 |
|
28,2 |
|
55,0 |
|
|
! 9 |
37,0 |
|
29,6 |
|
54,50 |
|
|
1 ю |
42,00 |
26,3 |
|
59,20 |
|
|