

Лабораторная работа I. Изучение способов и операций влажно-тепловой обработки
Цель работы: изучение операций влажно-тепловой обработки, способов их выполнения, требований к качеству выполнения, методов оценки качества.
Материалы и инструменты: прессовая установка, утюжильная установка, прозрачный транспортир, толщиномер конструкции ЦНИИШП, образцы пальтовых и костюмных тканей.
Литература. /1/, c.181-I87; /2/, с.627-628; /5/, С.120-129; /б/, с.45-48.
Содержание работы
I. Используя принятую терминологию, составить перечень технологических операций ВТО на одно из изделий верхней одежды по заданию преподавателя и установить требования к качеству выполнения операций ВТО, указанных в перечне.
2. Изучить методы опенки качества операции ВТО. Сравнить качество ВТО при выполнении их на прессе и утюгом.
Методические указания
I. Термин - это слово или сочетание оттенком специального научного значения.
Терминология - совокупность ,система терминов в какой-либо науки, области техники, вида искусств и т.п.
Значение терминов и правильное их употребление необходимо специалисту для понимания и однозначного толкования их в специально? литературе и при общении с коллегами.
3 области ЕГГО и склеивания принята следующая терминология:
|
Термин
|
Определение
|
|
Клеевоэ закрепление среза детали
|
Проклеивание среза детали для предохранения его от осыпания нитей |
|
Склеивание деталей швейного изделия
|
Клеевое соединение двух и ; более деталей или слоев материала |
|
Дублирование деталей швейного изделия |
Соединение по поверхности двух или более деталей посредством склеивания или сварки |
|
Влажно-тепловая обработка деталей или швейного изделия
|
Обработка детали или изделия с помощью специального оборудования с использованием влаги, тепла и давления |
|
Пропаривание деталей или швейного изделия
|
Влажно-тепловая обработка, обеспечивающая насыщение паром детали или швейного изделия |
|
Прессование деталей швейного изделия |
Влажно-тепловая обработка посредством пресса |
|
Утюжильная обработка детали или швейного изделия
|
Влажно-тепловая обработка посредством утюжильного оборудования |
|
Разутюживание |
Укладывание припуска ткани на шов или складку на две противоположные стороны и закрепление их в этом положении |
|
Заутюживание
|
Укладывание припусков ткани на шов. складку или подогнутого края детали на одну сторону и закрепление их в этом положении посредством утюжильной обработки |
|
Приутюживание |
Уменьшение толщины шва или подогнутого края детали посредством утюжильной обработки |
|
Сутюживание
|
Уменьшение линейных размеров деталей на отдельных участках для придания им желаемой формы посредством влажно-тепловой обработки
|
|
Оттягивание
|
Увеличение линейных размеров деталей на отдельных участках для получения желаемой формы посредством влажно-тепловой обработки
|
|
Отпаривание |
Обработка швейного изделии паром для удаления лас |
|
Формование
|
Получение желаемой формы детали с помощью специальной подушки в просессе прессования
|
На
операциях влажно-тепловой обработки
выравнивают смятую поверхность, придают
деталям одежды пространственную форму,
разутюживают
и заутюживают швы, подгибают края,
уменьшают толщину отдельных участков
одежды, выдавливают рельефный рисунок
на ткани, придают одежде несминаемость,
отпариванием снимают ласы.
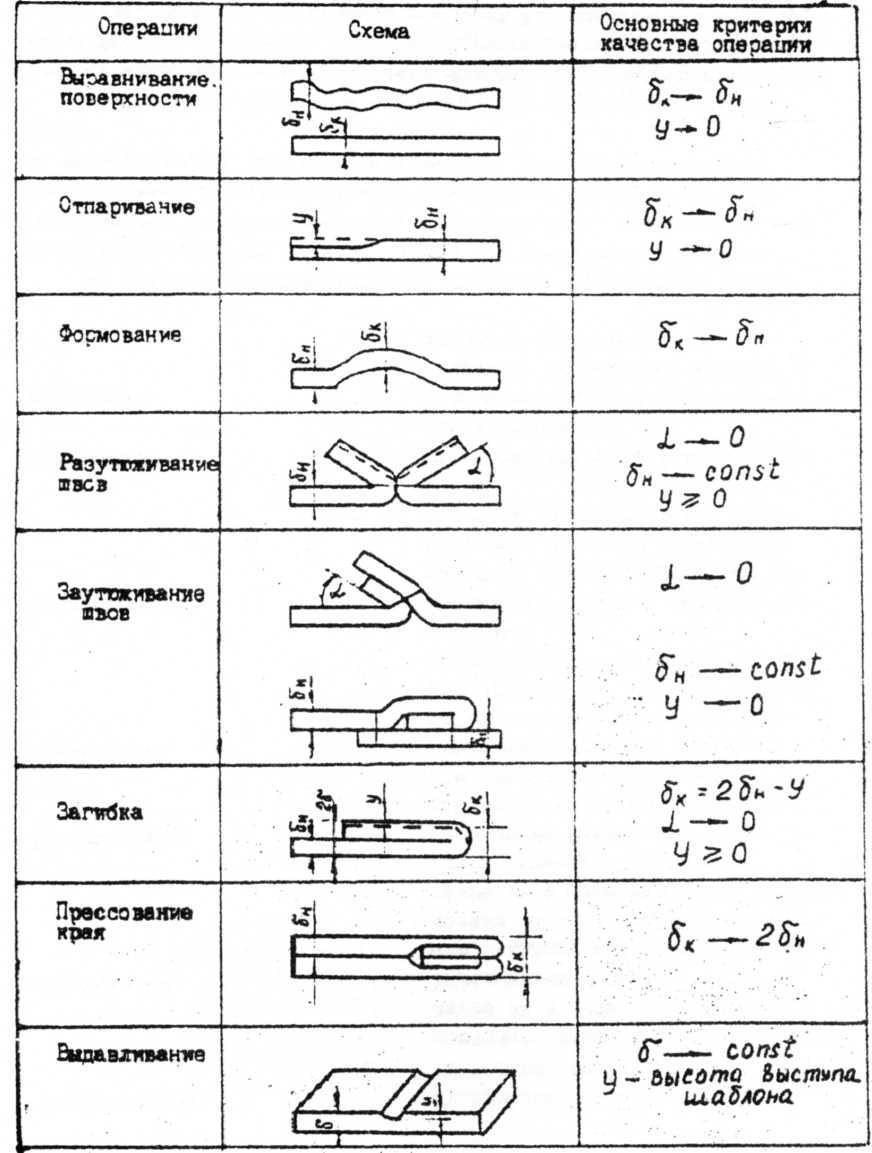
Требования к различным операциям ВТО неодинаковы. В одних случаях нужно добиться уменьшения толщин» обрабатываемого участка (край борта , воротник) t в других случаях уменьшение толщины недопустимо. Качество проведения операций ВТО оценивается по углу
разутюжки или заутюжки, закреплению угла перекоса нитей основы и утка ткани, отсутствию лас, заминов, складок. Требования к различным операциям ВТО представлены в табл. 2.
Из выданной преподавателем документапии на обработку изделия необходимо выбрать операции влажно-тепловой обработки и заполнить графы 1-3 по форме табл. I.
Таблица I -
Характеристика процесса ВТО изделия
|
№ п/п |
Операции |
Требования к качеству выполнения |
Оборудование |
Режим работы |
|
1 |
2 |
3 |
4 |
5 |
Таблица 2
Технологические требования к операциям влажно-тепловой обработки
2. Операции влажно-тепловой обработки могут выполняться тремя способами: глажением, прессованием и пропариванием. Выбор того или иного способа зависит от многих факторов: вида изделия, материала, стадии обработки, желаемого технологического эффекта, наличия оборудования и др.
Процесс влажно-тепловой обработки может быть признан оптимальным только в том случае, когда требуемый технологический эффект на операции будет достигнут при наименьших затратах времени и энергии.
Задача данного этапа - научиться контролировать качество выполнения операции ВТО. Критериями качества являются угол разутюживания шва, величина утонения краев, изменение сетевого Угла.
2.1. Для определения угла разутюживания швов необходимо подготовить образцы костюмных или пальтовых тканей размером 5x10 см, выкроенных по направления нитей основы и утка.
Для каждого варианта исследования берут шесть пар образцов: три - разутюживают на прессе, три- утюгом, Образцы отачивают по длине швом шириной I см и перед прессованием предварительно раскалывают
Угол разутюживания замеряют с каждой стороны шва в трех местах, пользуясь угломером УШ-I или прозрачным транспортиром, приложенным к торцам шва. Измерения производят через 5 мин и I ч после ВТО.
Качество считается хорошим, если угол разутюживания шва равен 20-25°.
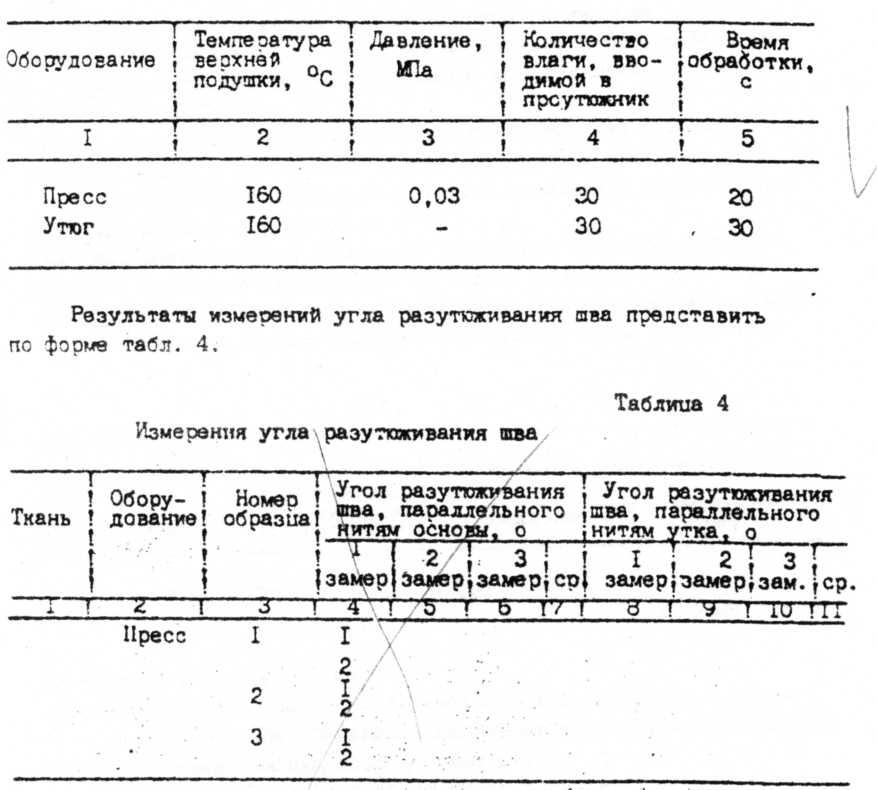
Режим влажно-тепловой обработки представлен в табл. 3,
Таблица 3
Режимы влажно-тепловой обработки
Продолжение табл. 4

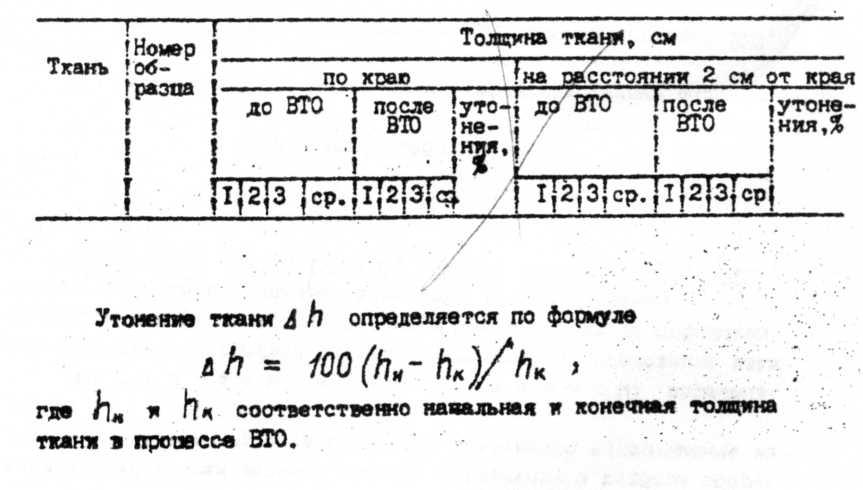
2.2. Для определения утонения края детали после прессования необходимо из полосок ткани размером 6x15 см изготовить три образца, имитирующих обтачной шов. Для этого полоски ткани стачивают швом 0,Ь-0,7 см, швы разутюживают, а край выметывают. Исходной толщиной следует считать суммарную толщину всех слоев ткани до их обработки. Толщину образца измеряют по краю и на расстоянии 20 мм от него в трех местах.
Рзультаты измерений толщины образна представить по форме табл. 5.
Таблица 5
Измерения толщины образца
2,3. Для определения устойчивости деформации угла перекоса нитей ткани нужно на костюмные или пальтовые ткани нанести сетку из взаимно перпендикулярных линий на расстоянии 3 см одна от другой. Образцы выкраивают под углом 4Ъ° к нитям основы.
Образцы перед формованием закрепляют на специальной рамке и растягивают, обеспечивая перекос нитей, равный 15°• Установлено, что угол перекоса нитей в ткани, равный 15°, является достаточна для придания одежде заданной формы.
При отсутствии специальной рамки один коней образца жестко закрепляют за пределами подушки, а ко второму с противоположной стороны подушки подвешивают груз, обеспечивающий перекос нитей 15°.
Образцы прессуют, затем снимают нагрузку. Углы замеряют прозрачным транспортиром после прессования и через I ч.
Результаты измерений угла перекоса ткани представить в виде
табл. 6.
Таблица 6
Результаты
измерения угла перекоса ткани

Вывод: