

Лабораторная работа 3. Исследование влияния основных параметров процесса прессования на качество выполнения операций влашс-тепловои обработки
Цель работы: оценить влияние параметров теплового воздействия на качественные показатели обрабатываемых тканей, приобрести навыки проведения исследования и обработки результата.
Оборудование, материалы и инструменты: пресс, аналитические весы, прозрачный транспортир, образцы стачных швов из пальтовой или костюмной тканей.
Литература. /I/, с. 165-170; /5/, с. I0I-II2.
Содержание работы
1. Ознакомиться со способами регулирования параметров ВТО.
2. Провести экспериментальное исследование влияния параметров ВТО на качество разутюживания стачного шва,
3. Провести статистическую обработку результатов эксперимента .
4. Установить режимы обработки на операции ВТО.
Методические указания
I. Физическая сущность процесса ВТО заключается в том, что волокна из застеклованного состояния переходят в высокозласти-ческое под действием температуры, избыточной влажности, удельного давления и переменного фактора времени; в перераспределении молекулярной структуры волокон в соответствии с желаемой формой; в устойчивом закреплении связей с помощью сушки и охлаждения волокон и ткани (переход вновь в застеклованное состояние).
Таким образом, на качество выполнения операций ВТО наибольшее влияние оказывают: температура верхней подушки пресса - Т, °С, избыточное увлажнение - W, % давление - Р, МПа, время выдержки - t с
Фиксация температуры верхней подушки производится специальным измерительным комплексом, включающим блок из нескольких термопар и электронный самопишущий потенциометр.
Избыточная влажность Wизб определяется по уравнению
Wизб= Мувл-Мвс*100%
Мп
Где:
Мувл- масса увлажненного проутюжельника ,г.
Мвс – масса проутюжильника в воздушно-сухом состоянии
Мп – масса пакета, состоящего из обрабатываемого материала и проутюжильника в воздушно-сухом состоянии
Удельное давление Руд определяется из соотношения
Руд= Р
F
Где:
Р- усилия пресования создаваемого подушками пресса, Н.
F- площадь подушек, м²
Исследования показали, что давление на ткань интенсифицирует процесс ВТО в меньшей мере, чем температура нагретых поверхностей и влажность. Поэтому в лабораторной работе проводится исследование влияния трех параметров: температуры верхней подушки, степени увлажнения и времени теплового воздействия.
2. Группа, проводящая испытания. Разбивается на три бигады. Каждая бригада изготавливает 9 образцов, имитирующих стачной шов. Образцы нумеруются с 1 по 9. Исследование проводится в следующей последовательности.
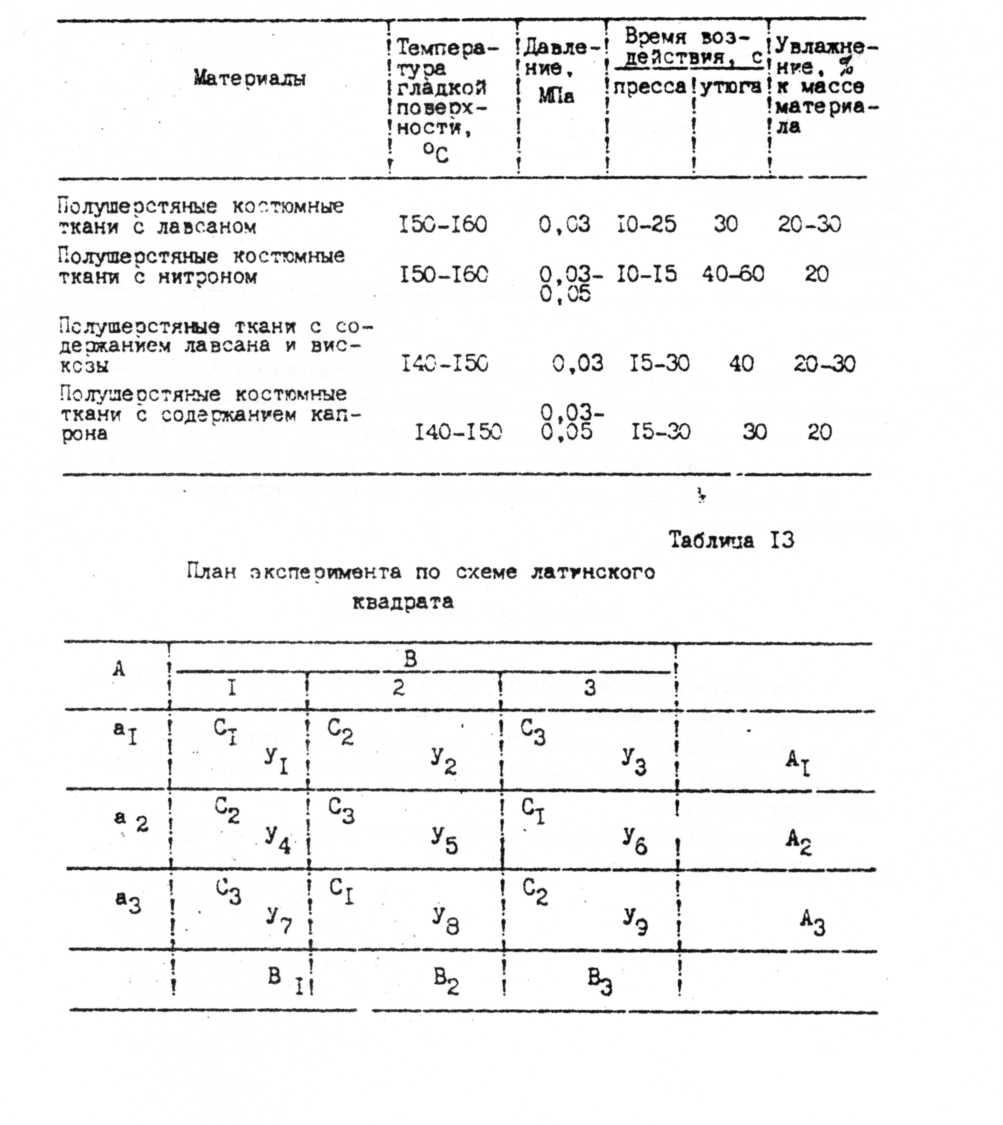
2.1 Определяют рациональные режимы тепловой обработки (температуру, увлажнение,время), используя данные табл. 12 и записывают их в тетрадь. Записанные значения принимают за центр изменения факторов (нулевой уровень).
План эксперемента представлен в табл. 13
Таблица 12
Рациональные параметры BID материалов на оборудовании с электрообогревом

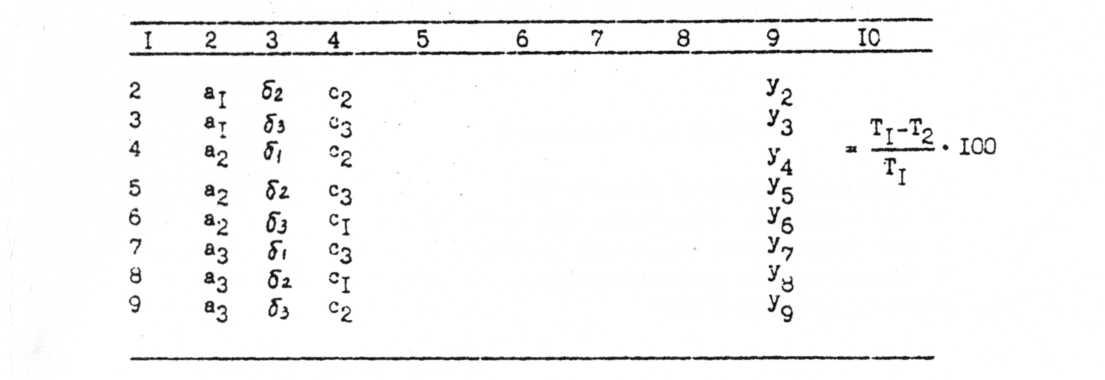
Продолжение табл. 15
При заполнении табл.15 вместо буквенных обозначений уровней факторов записать их численные значения.
2.4. Измеряют исходный угол и записывают результат в гр.5 табл. 15.
2.5. Производят поочередное прессование образцов при сочетании значений факторов, указанных в табл. 15.
На подушку пресса одновременно укладываются образцы грех бригад.
2.6. После прессования каждого образца определяют угол разутюжки Т2 в трех местах с двух сторон и заносят полученные результаты в гр. 6 табл. 15.
2.7. Рассчитывают величину технологической деформации (гр.Ю табл. 15).
3. Каждая бригада проводит дисперсионный анализ и делает заключение о значимости каждого фактора для получения технологического эффекта.
Алгоритм расчета латинского квадрата приводится в приложении.
4. Назначить режимы обработки на операции ВТО в гр.5 табл. I.
Вывод: