

Последовательность шагов при построении контрольной карты
-
подготовительный этап:
-
Сбор данных:
-
Вычисление контрольных пределов
-
Вычисление среднего значения процесса
 и среднего размаха
и среднего размаха
-
Вычисление контрольных пределов:
-
где D4, D3, A2 – константы, зависящие от объема подгруппы
ВКПР = D4
-
НКПР = D3
-
ВКП =
 + A2
+ A2
-
НКП =
 - A2
- A2
-
-
-
-
Анализ и интерпретация карты
-
Анализ и интерпретация воспроизводимости процесса
-
Вычисление воспроизводимости процесса (Сp, CPL, CPU, Cpk, PY, PYUSL, PYLSL, PYtot, Pp, Ppk,)
-
А) Контрольные карты по количественному признаку.
Контрольная
карта
![]() (карта
медиан и размахов)
(карта
медиан и размахов)
-
Число выборок чаще всего обозначают через k = 20-25, объемом n (обычно 4-5 шт.).
-
Вычисляют среднее значение
 для
каждой выборки
для
каждой выборки
![]() (28)
(28)
3. Рассчитывают размах R для каждой выборки
![]() (29)
(29)
4.
Предварительно подготовив бланки
контрольных карт, на одной из них по
вертикали наносят шкалу для
![]() ,
а на другой - для R.
По
горизонтали наносят номера выборок.
,
а на другой - для R.
По
горизонтали наносят номера выборок.
-
На бланки контрольных карт наносят точки со значениями
 и
R.
и
R. -
Вычисляют среднее
 по всем
по всем и
среднее
и
среднее по
всем R.
по
всем R.
 (30)
(30)
(суммируются средние значения для всех выборок и полученная сумма делится на число выборок k).
 (31)
(31)
(суммируются размахи для всех выборок и полученная сумма делится на число выборок k).
7.
Вычисляют
границы регулирования для![]() -карты.
-карты.
Центральная (средняя) линия:
![]() (32)
(32)
Верхняя и нижняя граница регулирования;
![]() (33)
(33)
гдеА2- коэффициент, зависящий от объема выборки n (табл. 14).
8. Вычисляют координаты границ регулирования R-карты.
Центральная линия:
![]() (34)
(34)
Верхняя и нижняя граница регулирования:
![]() (35)
(35)
где d3 и D4 - коэффициенты, зависящие от объема выборки n (табл.14). Если n меньше или равно шести, то нижняя граница регулирования на контрольной карте R равна нулю.
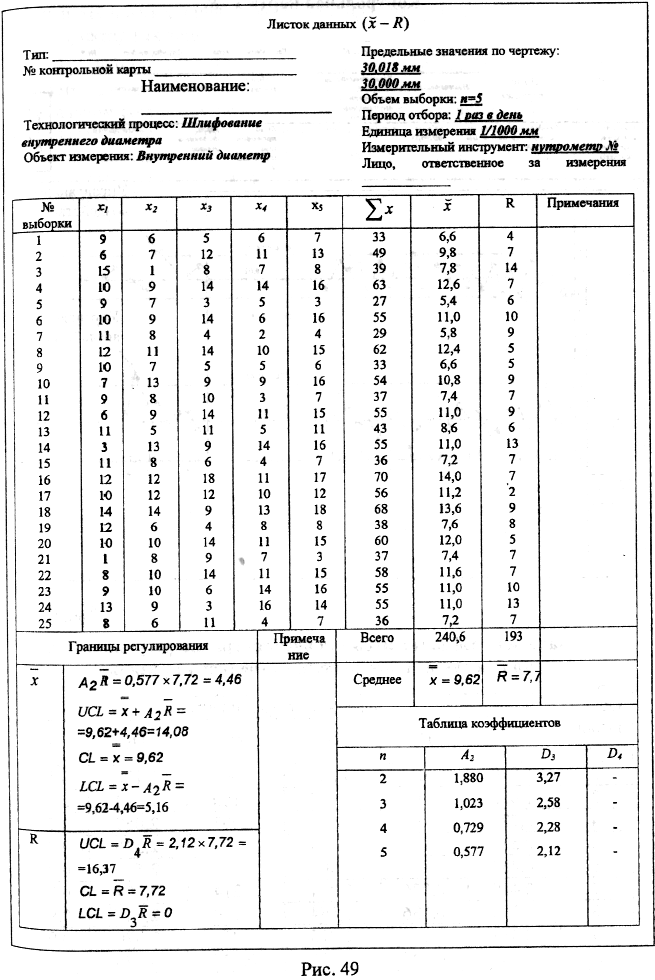
Пример
оформления листка данных для построения
![]() -карты
-карты
Контрольная карта
|
Контрольная
карта
|
Год |
Месяц |
Число |
Служба |
Отдел |
№1 |
|
||||||||||
|
Тип |
Номер чертежей |
Наименование |
Технологический процесс: шлифование внутреннего диаметра |
Рабочее место |
Тип станка |
Оператор |
Основной фактор, причина |
|
|||||||||
|
Объект измерения: внутренний диаметр |
Предельные размеры по чертежу: 30,018 мм,30,000мм |
Объем выборки: n=6; отбор 1раз в день |
Период |
Лицо, проводившее измерения |
Лицо, делавшее записи |
Контролер |
|||||||||||
Таблица 14
Значения коэффициентов для расчета границ регулирования контрольных карт по количественному признаку
|
Объем выборки, n |
Значения коэффициентов |
|||||
|
А2 |
D3 |
D4 |
m3 |
D2 |
С2 |
|
|
2 |
1,880 |
0 |
3,267 |
1,000 |
1,128 |
0,5642 |
|
3 |
1,023 |
0 |
2,575 |
1,160 |
1,693 |
0,7236 |
|
4 |
0,729 |
0 |
2,282 |
1,092 |
2,059 |
0,7979 |
|
5 |
0,577 |
0 |
2,115 |
1,198 |
2,326 |
0,8407 |
|
6 |
0,483 |
0 |
2,004 |
1,135 |
2,534 |
0,8686 |
|
7 |
0,419 |
0,076 |
1,924 |
1,214 |
2,704 |
0,8882 |
|
8 |
0,373 |
0,136 |
1,864 |
0,160 |
2,847 |
0,9027 |
|
9 |
0,337 |
0,184 |
1,816 |
0,223 |
2,970 |
0.9139 |
|
10 |
0,308 |
0,223 |
1,777 |
0,177 |
3,078 |
0,9227 |
Контрольная
карта![]()
1. Предварительно
подготовив бланк контрольной карты, по
вертикали строят шкалы![]() и
R,
а
по горизонтали наносят номера выборок.
и
R,
а
по горизонтали наносят номера выборок.
2. Объем выборки п по возможности делают нечетным. Во многих случаях весьма подходящим числом будет и= 5. Все измеренные значения в выборке наносят в виде точек на контрольные карты. Число выборок доводят до 20-25.
3.
Находят медиану
![]() в каждой выборке и ставят на ней
отличительную метку.
в каждой выборке и ставят на ней
отличительную метку.
-
Вычисляют среднее
 по
всем медианам
по
всем медианам и
средний размах
и
средний размах по
всем R:
по
всем R:
![]() (36) (суммируются
медианы для всех выборок и, полученная
сумма делится на число выборок k),
(36) (суммируются
медианы для всех выборок и, полученная
сумма делится на число выборок k),
![]() (37)
(суммируются
размахи для всех выборок и полученная
сумма делится на число выборок k).
(37)
(суммируются
размахи для всех выборок и полученная
сумма делится на число выборок k).
6. Вычисляют
координаты границ регулирования для
медиан:
![]() :
:
![]() (38)
(38)
7. Вычисляют координаты границ регулирования для размаха R.
![]() (39) (Нижняя граница
равна нулю, когда n≤6);
A3,
m3,
D3,
D4-
коэффициенты
из табл. 14.)
(39) (Нижняя граница
равна нулю, когда n≤6);
A3,
m3,
D3,
D4-
коэффициенты
из табл. 14.)
Пример
оформления листка данных для построения![]() -
карты
-
карты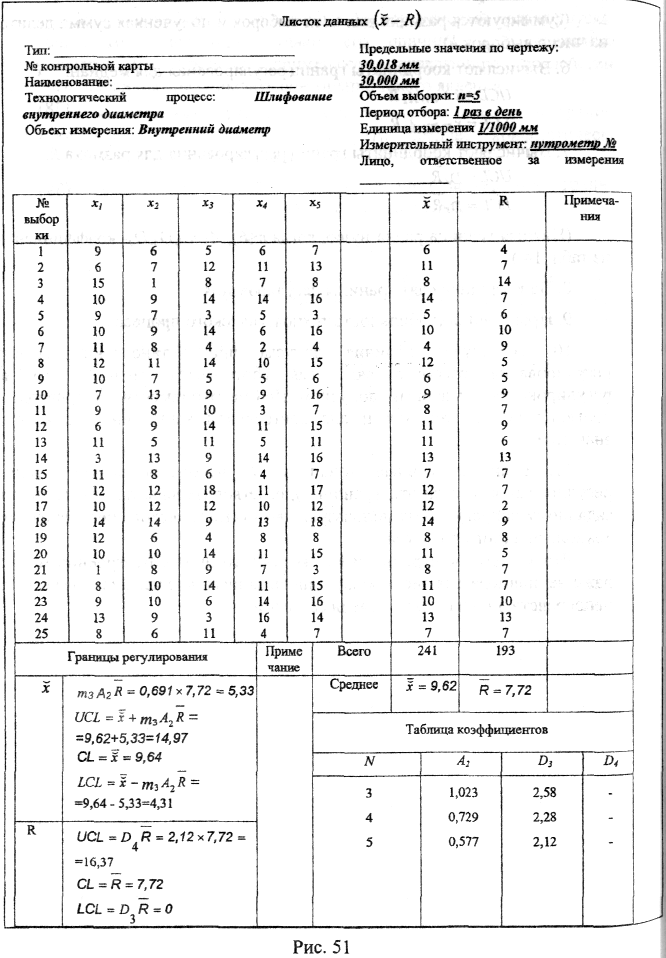
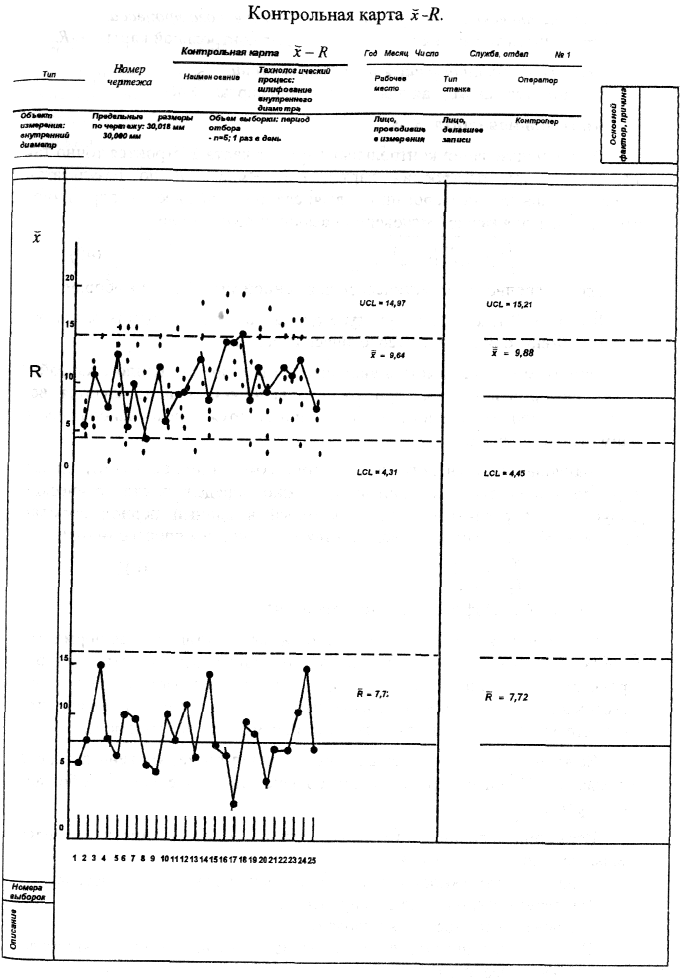
рис 52
Контрольная
карта
![]()
среднее квадратичное отклонение s для каждой мгновенной выборки по формуле:
![]() (40)
(40)
где![]() -среднее
арифметическое для данной мгновенной
выборки.
-среднее
арифметическое для данной мгновенной
выборки.
Статистический допуск - тот реальный разброс, который в данный период времени органически обеспечивается данным технологическим процессом (6s):
![]() (41)
(41)
где d2 и С2 - коэффициенты (см. табл. 14).
Если
![]() то процесс может обеспечить изготовление
продукции с требуемым допуском
то процесс может обеспечить изготовление
продукции с требуемым допуском
Если![]() то следует ожидать наличия брака, уровень
которого превышает заданный. При этом,
чем больше отношение
то следует ожидать наличия брака, уровень
которого превышает заданный. При этом,
чем больше отношение
![]() тем
больше доля брака.
тем
больше доля брака.