

Статистические методы управления качеством
Статистическое мышление –
- ЭТО СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ ПРОЦЕССОВ И/ИЛИ СИСТЕМ, ОСНОВАННЫЙ НА ТЕОРИИ ВАРИАБЕЛЬНОСТИ, И ИМЕЮЩИЙ СВОЕЙ ЦЕЛЬЮ ПРИНЯТИЕ ОПТИМАЛЬНЫХ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ
только после анализа, находится ли процесс в управляемом состоянии или нет, можно планировать воздействия на него. Непонимание основ статистического мышления ведет к принятию решений, какие всегда соответствуют знаменитому правилу:
« хотели
как лучше, а получилось как всегда»
хотели
как лучше, а получилось как всегда»
Вариабельность – на выходе обычно получают не один, а несколько результатов
Причины и следствия вариабельности процессов
Временные
ограничения Механизмы
и оборудование Методология
работ Материальное
обеспечение



Отклонения от
требований




Энергетические
ограничения Метрологическое
обеспечение Кадровое
обеспечение Внешняя
среда

Г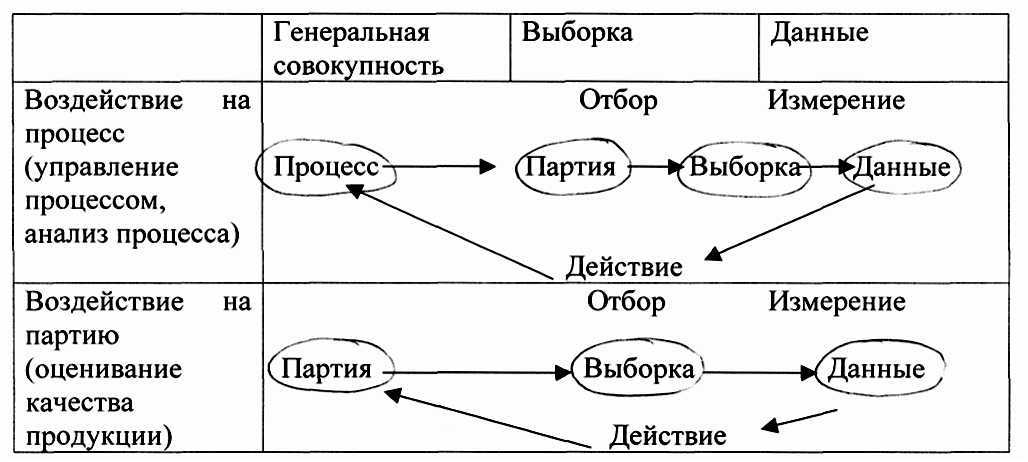 енеральные
совокупности и выборки.
енеральные
совокупности и выборки.
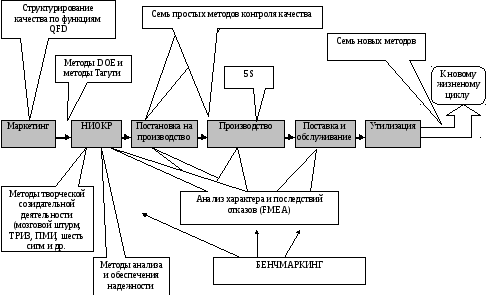
Методы анализа и решения проблем, применяемые в смк

Статистическое управление процессом


нет
нет
Контрольный листок
– форма для сбора и регистрации данных.
Его главное назначение:
-
Облегчить процесс сбора данных
-
Автоматически упорядочить данные для их использования
Типы форм для сбора данных:
-
контрольные листки – cheсk sheets,
-
листки данных – data sheets,
-
контрольные списки – cheсklists.
виды контрольных листков
|
Контрольный листок видов дефектов |
|||
|
Наименование изделия _________________________ Производственнач операция: приемочный контроль__________________________ Тип дефекта: царапина, пропуск операции, трещина, неправильная обработка _______________ Общее число проконтролированных изделий __1525_ Примечания: __________________________________
|
Дата ____________________________ Участок __________________________ Фамилия контролера _______________
Номер партии _____________________
Номер заказа _____________________ |
||
|
Тип дефекта |
Результат контроля |
Итоги по типам дефектов |
|
|
Поверхностные царапины |
|
? |
|
|
Трещины |
|
? |
|
|
Пропуск операции |
|
? |
|
|
Неправильное исполнение операции |
/// |
? |
|
|
Другие |
|
? |
|
|
|
Итого |
? |
|
|
Общее число забракованных изделий |
|
? |
|
|
Контрольный листок для регистрации распределения измеряемого параметра в ходе производства Наименование и номер изделия _________________________________________ Материал ____________________________________________________________ Фамилия контролера __________________________________________________ Дата ________________________________________________________________
|
||||||||||||||||||||||
|
|
Откло-нение |
Замеры 5 10 15 20 |
Частота
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* |
-8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
-5 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
-4 |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
-3 |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
-2 |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
-1 |
х |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
? |
|
8.300 |
0 |
х |
х |
х |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
? |
|
|
1 |
х |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
2 |
х |
х |
х |
х |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
3 |
х |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
4 |
х |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
5 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
6 |
х |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
? |
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
итого |
|
|||||||||||||||||||||
|
* - Граница поля допуска (по чертежу) |
|
|||||||||||||||||||||
Рис. 1
|
Контрольный листок локализации дефектов Наименование и номер изделия _________________________________________ Материал ____________________________________________________________ Изготовитель _________________________________________________________ Эскиз
Матрица расположения дефектов |
|||||||||||
|
По окружности |
Вдоль оси |
|
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|||||
|
A |
|
|
/ |
|
|
|
|
|
1 |
||
|
B |
|
|
|
|
|
|
|
|
|||
|
C |
|
|
|
|
|
|
|
|
|||
|
D |
|
|
|
|
|
|
|
|
|||
|
E |
/// |
|
///// / |
|
|
|
|
|
9 |
||
|
F |
/ |
// |
|
|
|
|
|
|
3 |
||
|
G |
|
|
|
|
|
|
|
|
|||
|
H |
|
|
|
|
|
|
|
|
|||
|
10 |
4 |
2
|
7 |
|
|
|
|
? |
|||


 1 2 3 4
5 6 7
1 2 3 4
5 6 7





Рис.3
|
Контрольный листок причин дефектов |
||||||||||||||
|
оборудование |
рабочий |
понедельник |
вторник |
среда |
четверг |
пятница |
суббота |
|||||||
|
До обеда |
После обеда |
До обеда |
После обеда |
До обеда |
После обеда |
До обеда |
После обеда |
До обеда |
После обеда |
До обеда |
После обеда |
|||
|
Станок 1 |
А |
оо х
* |
о х |
ооо |
о хх
* |
ооо ххх |
оооо ххх
** |
оооо х |
о хх
|
оооо |
оо |
о |
хх
* |
|
|
В |
о Хх
* |
ооо Ххх
* |
оооооо хх |
ооо хх |
оооооо хх
* |
оооооо х
* |
ооооо хх |
о х
** |
оо хх
* |
оооо
|
оо х |
оооо х
* |
||
|
Станок 2 |
С |
оо х |
о х |
оо |
* |
ооооо |
оооооо х |
оо |
о
* |
оо
|
оо
|
о
|
о
|
|
|
D |
оо х |
о х |
оо
|
ооо
* |
ооо
* |
ооооо х |
оо
* |
оо
|
оо
# |
о
** |
оо х
# |
о хх |
||
|
О – поверхностные царапины; * - неправильная форма; |
Х – раковины; # - другие; |
- дефекты конечной обработки; |
||||||||||||
|
Таблица данных для построения диаграммы Паретто |
||||
|
Типы дефектов |
Число дефектов по возрастанию |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
|
поверхностные царапины |
|
|
|
|
|
неправильная форма; |
|
|
|
|
|
раковины |
|
|
|
|
|
дефекты конечной обработки |
|
|
|
|
|
другие |
|
|
|
|
|
Итого |
|
|
|
|
|
Контрольный листок регистрации данных |
|||
|
|
Типы дефектов |
Группы данных |
Итого |
|
А |
Трещины |
///// ///// |
? |
|
Б |
Царапины |
///// ///// ///// ///// ///// ///// ///// ///// // |
? |
|
В |
Пятна |
///// / |
? |
|
Г |
Деформации |
///// ///// ……. ///// //// |
104 |
|
Д |
Разрыв |
//// |
? |
|
Е |
Раковины |
///// ///// ///// ///// |
? |
|
П |
прочие |
///// ///// / |
? |
|
|
Итого |
|
? |
|
Таблица данных для построения диаграммы Паретто |
||||
|
Типы дефектов |
Число дефектов по возрастанию |
Накопленная сумма числа дефектов |
Процент числа дефектов по каждому признаку в общей сумме |
Накопленный процент |
|
Деформации |
|
|
|
|
|
Царапины |
|
|
|
|
|
Раковины |
|
|
|
|
|
Трещины |
|
|
|
|
|
Пятна |
|
|
|
|
|
Разрыв |
|
|
|
|
|
прочие |
|
|
|
|
|
Итого |
|
----- |
|
---- |
|
Контрольный листок причин дефектов |
||||||||
|
рабочий |
оборудование |
понедельник |
вторник |
среда |
четверг |
пятница |
||
|
А |
Станок 1 |
** оо ## п |
* ооо #
|
***** оооо ## п |
* ооо ## |
* оооо ###
|
||
|
Станок 2 |
* о
|
** оо
п |
***** оо # |
* о # |
** о #
|
|||
|
В |
Станок 3 |
** о # |
* о |
***** о # |
* о # п |
* оо #
|
||
|
Станок 4 D |
* оо
п |
* о #
|
**** оо #
|
*
# |
* оо # |
|||
|
– деформации; * - царапины; |
о - раковины; # - трещины; |
п - другие; |
||||||