

1 Общий раздел
1.1 Описание назначения конструкции детали
Деталь «Кронштейн» 2522-1321018 входит в привод вентилятора двигателей тракторов МТЗпоказанного на рисунке 1.1
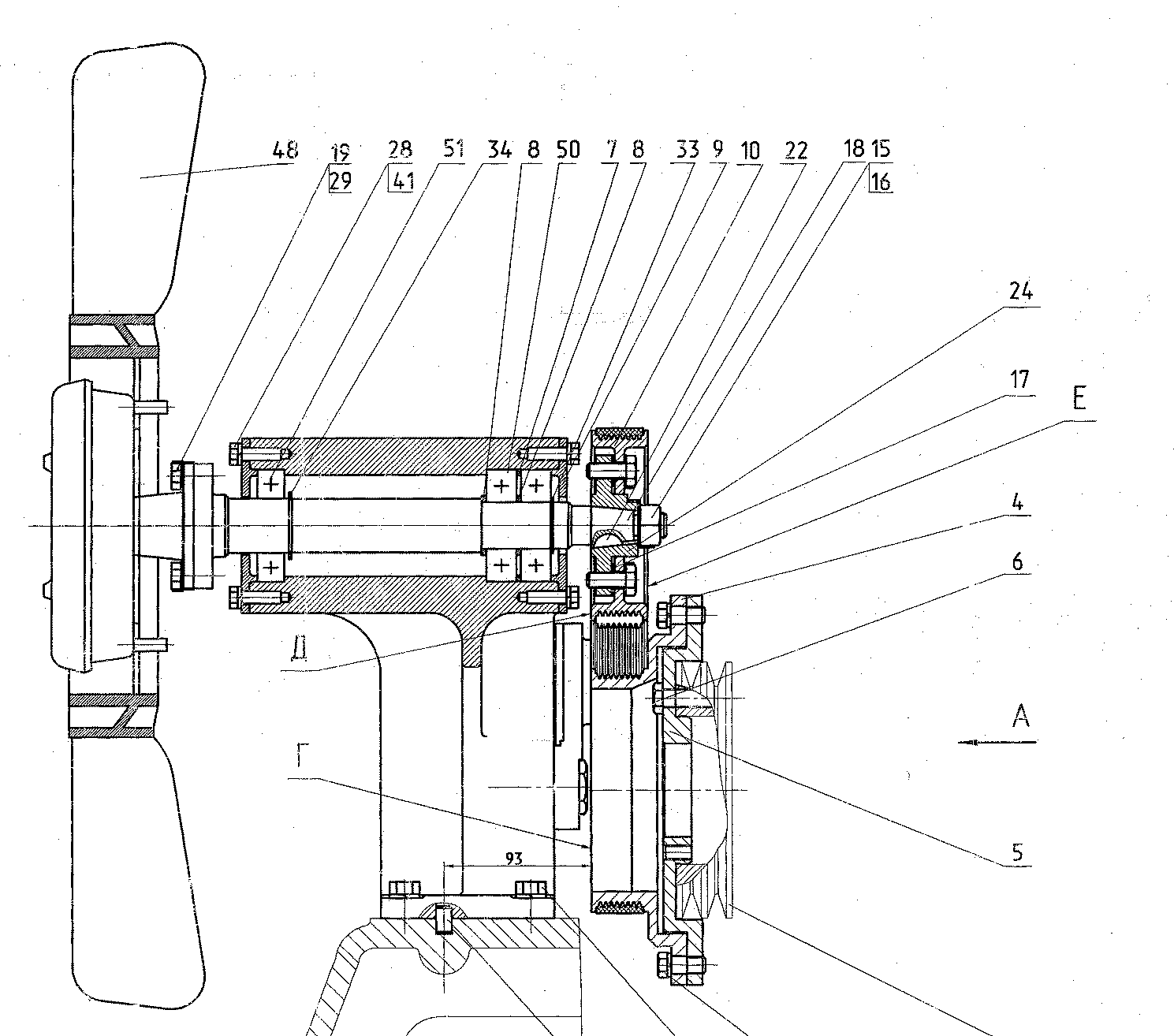
Рисунок 1.1 ― Привод вентилятора
Деталь служит для передачи крутящего момента от ведущего шкива 5 на вал 18, а вал в свою очередь приводит в движение вентилятор, тем самым охлаждая систему. Деталь относится к классу тел типа «корпус», образована сочетанием наружных и внутренних цилиндрических поверхностей, имеется криволинейная поверхность. Конструкция детали показана на рисунке 1.2.
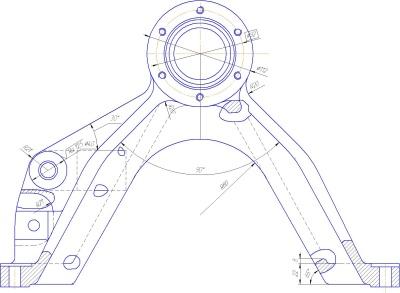
Рисунок 1.2― Конструкция детали «Кронштейн 2522-1321018-В»
6 отверстий М8-6Н на торцах детали предназначены для крепления крышки подшипников болтами. Это обеспечивает надежность крепления крышки подшипника.
2 отверстия Ø72К7 предназначены для установки в них подшипников качения, в которые устанавливается вал вентилятора.
Канавка Е предназначена для выхода инструмента.
На торце основания имеются 4 отверстия Ø13 мм, с бобышками Ø32 для крепления детали к раме трактора.
2 фаски в отверстиях Ø72К7 служат для удобства запрессовки подшипников.
В конструкции детали предусмотрены ребра жесткости, что в свою очередь обеспечивает жесткость при минимальном использовании материала.
Деталь изготавливается из высокопрочного чугуна ВЧ 50 ГОСТ 7293-85.
Базами являются нижнее основание и торцы детали.
Химические и механические свойства приведены в таблице 1.1 и 1.2
Таблица 1.1 – Химический состав ВЧ 50 ГОСТ 7293-85.
|
C |
Si |
Mn |
Cr |
S |
P |
Cu |
Ni |
As |
|
3,3-3,6 |
1,9-2,2 |
0,50-0,80 |
- |
0,15 |
0,15 |
- |
- |
- |
Таблица 2.2 – Механические свойства ВЧ50 ГОСТ7293-85.
|
σв |
σ5 |
ψ |
HB |
|
50 |
38 |
2 |
160-180 |
1.2 Определение типа производства
Тип производства определяется в соответствии с ГОСТ 3.1108-83 коэффициентом закрепления операций КЗО, который рассчитывается по формуле 1.2.1
 ,
(1.2.1)
,
(1.2.1)
где
 -
суммарное число различных операций,
выполняемых на участке в течении
месяца;
-
суммарное число различных операций,
выполняемых на участке в течении
месяца;
 -
число рабочих мест на участке.
-
число рабочих мест на участке.
Число догрузочных операций, выполняемых на участке в течении месяца при двухсменной работе рассчитывается по формуле 1.2.2:
 ,
(1.2.2)
,
(1.2.2)
где
 -
нормативный коэффициент загрузки
оборудования;
-
нормативный коэффициент загрузки
оборудования;
 -
коэффициент загрузки станка по
проектируемой операции заданной детали.
-
коэффициент загрузки станка по
проектируемой операции заданной детали.
Коэффициент загрузки станка по заданной операции рассчитывается по формуле 1.2.3:
 ,
(1.2.3)
,
(1.2.3)
где
 - расчетное количество станков для
выполнения заданной операции;
- расчетное количество станков для
выполнения заданной операции;
 - принятое количество
станков для выполнения заданной операции.
- принятое количество
станков для выполнения заданной операции.
Расчетное количество станков, необходимое для выполнения операции, рассчитывается по формуле 1.2.4:

 ,
(1.2.4)
,
(1.2.4)
где
 -
норма штучного для массового или
штучно-калькуляционного времени
для других типов производства, мин;
-
норма штучного для массового или
штучно-калькуляционного времени
для других типов производства, мин;
N - годовая программа выпуска заданной детали, шт;
 -
эффективный годовой фонд времени работы
оборудования.
-
эффективный годовой фонд времени работы
оборудования.
Норма штучного или штучно-калькуляционного времени берется из базового технологического процесса или из нормировочной карты во время прохождения практики.
Количество рабочих мест можно условно принять по явочному числу рабочих, которое рассчитывается по формуле 1.2.5:
 ,
(1.2.5)
,
(1.2.5)
где
N -
месячный выпуск заданной детали, шт.
-
месячный выпуск заданной детали, шт.

K![]() -
коэффициент перевыполнения норм,
принимается Кв=1,3;
-
коэффициент перевыполнения норм,
принимается Кв=1,3;
 -
месячный фонд времени работы рабочего
с учетом потерь на неявку на
работу по различным причинам (отпуск,
болезнь и т.д.), ч. Потери в среднем
составляют 9 - 12%. В
расчетах, приняв потери за 10%, годовой
фонд времени рабочего составит 1860
часов. Отсюда
-
месячный фонд времени работы рабочего
с учетом потерь на неявку на
работу по различным причинам (отпуск,
болезнь и т.д.), ч. Потери в среднем
составляют 9 - 12%. В
расчетах, приняв потери за 10%, годовой
фонд времени рабочего составит 1860
часов. Отсюда
 =1860/12=155
часов.
=1860/12=155
часов.
K - коэффициент многостаночного обслуживания.
- коэффициент многостаночного обслуживания.
Подставив известные значения, формула примет вид:
 ,
(1.2.6)
,
(1.2.6)
Количество станков обслуживаемых одним рабочим зависит от уровня автоматизации оборудования, степени концентрации операций, т.е. времени автоматической работы станка.
Расчёт производим на одну операцию, остальные данные сводим в таблицу 1.2.1
Операция 005 Программная.
Станок модели ИР500.
 =27,04
минуты, К
=27,04
минуты, К =1
=1

Принятое
количество станков
 ;
;

 операции
операции

При 20<К3.о.<40 – производство мелкосерийное.
Таблица 1.2.1 Расчетные данные для определения типа производства
|
Номер и наименование операции |
Модель станка |
мин |
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
005 Программная |
ИР500 |
27,04 |
0,8 |
0,18 |
1 |
0,18 |
4 |
1 |
1 |
1 |
|
010 Программная |
ИР500 |
63,2 |
0,8 |
0,63 |
1 |
0,63 |
1 |
1 |
1 |
1 |
|
015 Радиально-сверлильная |
2Н55 |
2,5 |
0,8 |
0,01 |
1 |
0,01 |
80 |
1 |
1 |
1 |









Расчёт количества деталей в партии
Такт производства определяется по формуле 1.2.7:
 ,
мин (1.2.7)
,
мин (1.2.7)
где
 - фонд времени в планируемый период, ч.
- фонд времени в планируемый период, ч.

Количество деталей в партии определяется по формуле 1.2.8:
 ,
(1.2.8)
,
(1.2.8)
где а – периодичность запуска в днях.

Определение расчётного числа смен на обработку всей партии деталей на основных рабочих местах определяется по формуле 1.2.9:
 ,
(1.2.9)
,
(1.2.9)
где
 - среднее штучно-калькуляционное время
по основным операциям, мин;
- среднее штучно-калькуляционное время
по основным операциям, мин;
476 – действительный фонд времени оборудования в одну смену, мин;
0,8 – нормативный коэффициент загрузки станков в серийном производстве.

Число деталей в партии, необходимых для загрузки оборудования на основных операциях в течении целого числа смен определяется по формуле 1.2.10:
 ,
(1.2.10)
,
(1.2.10)

Принятое
число деталей в партии
 =86
деталей
=86
деталей