

Полирование заготовок
Полированием уменьшают шероховатость поверхностей заготовок. Этим методом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников), либо на деталях для декоративных целей (облицовочные части автомобилей).
Обрабатывают полировальными настами или абразивными зернами, смешанными со смазкой. Эти материалы наносят на быстро вращающиеся эластичные круги (например, фетровые) или колеблющиеся щетки. Хорошие результаты дает полирование быстро-движущимися бесконечными абразивными лентами (шкурками). Заготовку подводят к носителю пасты или абразива и перемещают так, чтобы вся поверхность подвергалась обработке. При полировании фасонных поверхностей заготовки, как правило, перемещают вручную, а при полировании плоских, цилиндрических и конических поверхностей могут быть использованы полировальныо станки.
В зоне полирования одновременно происходят следующие основные процессы: тонкое резание, пластическое деформирование поверхностного слоял химические реакции — воздействие на металл химически активных веществ, находящихся в полировочной пасте. Качество и эксплуатационные свойства полированной поверхности зависят от того, какой из указанных процессов имеет преобладающее значение. При полировании абразивной шкуркой положительную роль играет подвижность ее режущих зерен. Эта особенность шкурок приводит к тому, что зернами в процессе обработки не могут наноситься микроследы, глубина которых значительно отличается друг от друга. В ходе полирования происходит постепенный переход от процесса резания к процессу выглаживания.
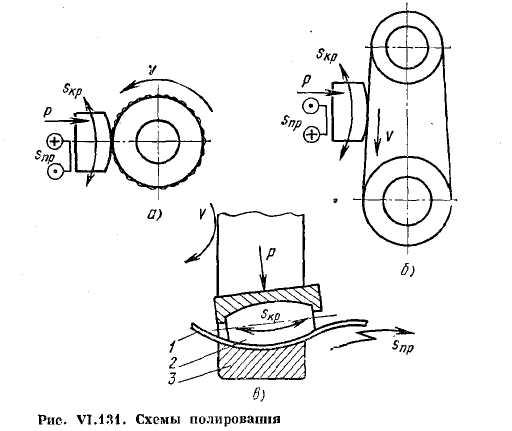
Рис. 87. Схемы полирования
В качестве абразивного материала применяют порошки из электрокорунда и окиси железа при полировании стали; карбида кремния и окиси железа при полировании чугуна; окиси хрома и наждака при полировании алюминия и сплавов меди. Порошок смешивают со смазкой, которая состоит из смеси воска, сала, парафина и керосина. Пасты могут содержать абразивные материалы: крокус, окись хрома, венскую известь и др. Полировальные круги изготовляют из войлока, фетра, кожи, капрона, спрессованной ткани и других материалов.
Полируют на больших скоростях (до 40—50 м/с). Заготовка поджимается к кругу усилием Р (рис. 87, а) и совершает движения подачи sпp и sкp в соответствии с профилем обрабатываемой поверхности. Полирование лентами (рис. 87, б) имеет ряд преимуществ. Рабочая поверхность ленты значительно превышает рабочую поверхность круга, вследствие чего происходит интенсивное рассеяние теплоты. Эластичная лента огибает всю шлифуемую поверхность. Поэтому движений подачи может не быть.
Главное движение при полировании иногда совершает и заготовка 3, имеющая, например, форму кольца с фасонной внутренней поверхностью (рис. 87, в). Абразивная лента 1 поджимается через полировальник 2 к обрабатываемой поверхности и периодически перемещается (движение sпр).
Полировать можно в автоматическом или полуавтоматическом режиме. Заготовки, закрепленные на транспортере, непрерывно перемещаются относительно круга или ленты. Детали снимают на ходу транспортера.
В процессе полирования не удается исправить погрешности формы, а также отдельные местные дефекты предыдущей обработки.