

10. Определение технических норм времени
Под технически обоснованной нормой времени понимается время, необходимое для выполнения заданного объёма работы (операции) при определённых организационно-технических условиях и наиболее эффективном использовании всех средств производства.
Определим штучно-калькуляционное время по следующей формуле:

где:
 – основное время, мин;
– основное время, мин;
 –вспомогательное
время, мин.
–вспомогательное
время, мин.

 –время
на установку и снятие детали, мин.;
–время
на установку и снятие детали, мин.;
 –время
на открепление и закрепление детали,
мин;
–время
на открепление и закрепление детали,
мин;

 –время,
связанное с обработкой поверхности,
мин;
–время,
связанное с обработкой поверхности,
мин;
 –время
на измерение детали;
–время
на измерение детали;

 –время
на обслуживание рабочего места, мин,
–время
на обслуживание рабочего места, мин,

 –время
на организационное обслуживание рабочего
места, мин.;
–время
на организационное обслуживание рабочего
места, мин.;
 –время
на техническое обслуживание рабочего
места, мин.;
–время
на техническое обслуживание рабочего
места, мин.;

 –время
на одну правку шлифовального круга;
–время
на одну правку шлифовального круга;
 –период
стойкости при работе одним инструментом.
–период
стойкости при работе одним инструментом.

Оперативное время:

 –время
перерывов на отдых и личные надобности,
мин
–время
перерывов на отдых и личные надобности,
мин

Определяем размер производственной партии:

где N– годовой выпуск продукции,N=12 000 штук
а – периодичность запуска детали в производство, для средних деталей а=3 дня.
Fд – действительный годовой фонд рабочего времени,Fд=250 дней.
Определяем подготовительно-заключительное время
получение инструмента, приспособления, заготовки исполнителем работы до начала и сдача после окончания обработки партии деталей – 8 мин
ознакомление с чертежом, работой, осмотр заготовки – 2 мин
инструктаж мастера – 2 мин
наладка станка, инструмента, приспособления – 20 мин
уборка стружки – 3 мин


Таблица 10.1– Сводная таблица технических норм времени по операциям, мин
|
№ оп |
Наименование операции |
То |
Тв |
Топ |
Тоб.от |
Тшт |
Тп-з |
n |
Тш-к | ||||||||
|
Ту.с |
Туп |
Тиз | |||||||||||||||
|
005 |
Фрезерно-центровальная |
0,48 |
0,1 |
0,15 |
0,1 |
1,15 |
0,5 |
1,35 |
12 |
1000 |
1,35 | ||||||
|
010 |
Токарно-копировальная |
0,34 |
0,2 |
0,4 |
0,05 |
0,97 |
0,6 |
1,75 |
13 |
1,75 | |||||||
|
040 |
Шлицефрезерная |
14,9 |
0,28 |
0,12 |
0,01 |
1,37 |
0,05 |
16,85 |
24 |
16,85 | |||||||
|
080 |
Торцекруглошлифовальная |
0,44 |
0,1 |
0,15 |
0,1 |
0,15 |
0,05 |
1,006 |
7 |
1,006 | |||||||
|
083 |
Круглошлифовальная |
2,35 |
0,2 |
0,12 |
0,01 |
2,35 |
0,2 |
3,2 |
14 |
3,2 | |||||||
|
0100 |
Круглошлифовальная |
0,6 |
0,15 |
0,15 |
0,01 |
0,4 |
0,1 |
1,183 |
22 |
1,183 | |||||||
11. Определение необходимого количества оборудования и построение графиков загрузки
Потребное количество единиц оборудования для данной операции определяется по формуле:
mp = Тш-к Nг /(60Fг),
Расчетное количество единиц оборудования mp округляется в большую сторону до величины mп.
Коэффициент загрузки станка определяется:
з =mр / mп .
Коэффициент использования оборудования по основному (технологическому) времени определяется для серийного производства как отношение основного времени к штучно-калькуляционному времени:
о = То / Тш-к.
Этот коэффициент характеризует уровень механизации технологической операции.
Коэффициент использования станков по мощности привода представляет собой отношение необходимой мощности привода станка к фактической мощности установленного на станке привода главного движения:
м = Рн / Рст
Результаты расчетов сведем в табл. 10.1.
Таблица 10.1.Расчет коэффициентов использования оборудования
|
№ оп. |
То, мин |
Тш-к, мин |
mP |
mП |
З |
о |
Рн, кВт |
Рст, кВт |
М |
|
005 |
0,48 |
1,35 |
0,29 |
1 |
0,29 |
0,36 |
7,5 |
11 |
0,68 |
|
010 |
0,34 |
1,75 |
0,37 |
1 |
0,37 |
0,19 |
3,6 |
36 |
0,10 |
|
040 |
14,9 |
16,85 |
3,57 |
4 |
0,89 |
0,88 |
1,1 |
2,1 |
0,52 |
|
080 |
0,44 |
1,006 |
0,21 |
1 |
0,21 |
0,44 |
2,1 |
30 |
0,07 |
|
083 |
2,35 |
3,2 |
0,68 |
1 |
0,68 |
0,73 |
2,8 |
3,2 |
0,88 |
|
100 |
0,6 |
1,183 |
0,25 |
1 |
0,25 |
0,51 |
2 |
4,4 |
0,45 |
|
итого |
19,11 |
25,339 |
5,37 |
9 |
2,69 |
3,11 |
19,1 |
86,7 |
2,7 |
з ср =зi / mпрi; o ср =oi / mпрi ; m ср =mi / mпрi;
з ср = 2,69/6 = 0,448; o ср =3,11/6 = 0,52; m ср = 2,7 / 6= 0,45
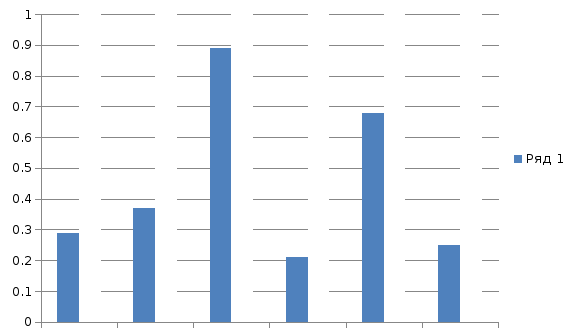
Рис. 11.1 – Диаграмма загрузки оборудования

Рис. 11.2 – Диаграмма загрузки оборудования по основному времени
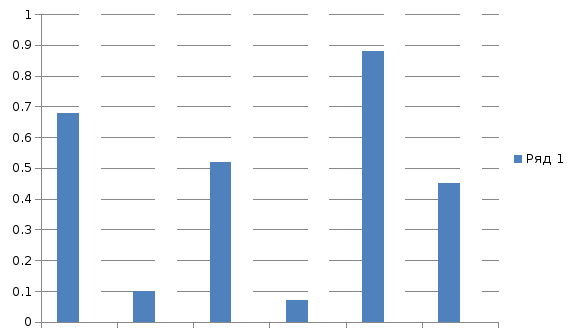
Рис. 11.3 – Диаграмма использования мощности оборудования