

5.3. Лабораторные работы
5.3.1. Лабораторная работа № 7
ИЗМЕРЕНИЕ ПАРАМЕТРОВ РЕЗЬБЫ
Цель работы: ознакомление со стандартами на метрические резьбы, с устройством инструментов и приборов, служащих для измерения отдельных элементов резьбы, приобретение навыков работы с инструментами и приборами. Ознакомление с методикой контроля.
Оборудование, приборы и инструменты: резьбовой микрометр с пределами измерений 0 + 25 или 25 + 50 с ценой деления шкалы барабана 0,01 мм, штангенциркуль ЩЦ-1,
0-125, цена деления 0,1 мм, резьбовые шаблоны, резьбовая деталь.
Резьбовые соединения широко распространены в машиностроении (в большинстве современных машин свыше 60 % всех деталей имеют резьбы). По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типa деталей определенного механизма.
Эксплуатационные требования к резьбам зависят от назначения резьбовых соединений. Общим для всех резьб являются требования долговечности и свинчиваемости без подгонки независимо изготовлению резьбовых деталей при сохранении эксплуатационных качеств соединений.
Точность резьбы можно контролировать дифференциальным (контроль каждого параметра в отдельности) и комплексным (контроль расположения контура резьбы в предписанном поле допуска) методами. Метод контроля каждого параметра резьбы в отдельности трудоемок, поэтому его применяют для точных резьб: ходовых винтов, резьбовых калибров, метчиков и т.п. Иногда по результатам контроля отдельных параметров судят (после вычислений) о комплексном параметре, например о приведенном среднем диаметре резьба. Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
Средства измерений параметров резьбы
Р е з ь б о в ы е м и к р о м е т р ы (рис. 5.21) предназначены для измерения среднего диаметра наружной резьбы. По конструкции отличаются от гладких микрометров наличием в неподвижной пятке 2 и конце микровинта 7 глухих отверстий, в которые устанавливаются специальные измерительные вставки 5 и 6.
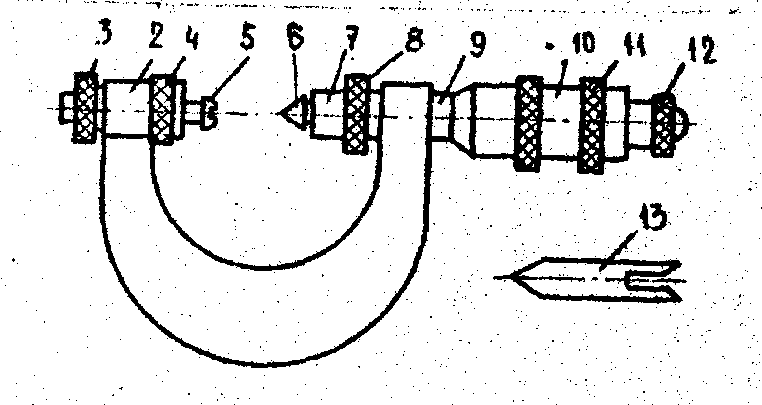
Рис. 5.21. Резьбовой микрометр
Призматическая вставка 5 устанавливается в неподижную пятку 2, а коническая вставка б - в микровинт 7. Резьбовой микрометр снабжается набором вставок, которые подбираются в зависимости от шага резьбы. Интервал шагов, для которого предназначена вставка, наносится на ее цилиндрическую хвостовую часть. Для расширения диапазона регулирования неподвижная пятка 2 за счет контргайки 4 и гайки 3 может быть смещена в осевом направлении (рис. 5.22).
Перед тем, как начать измерения рекомендуется проверить нулевое положение микрометра. С этой целью необходимо привести вставки в соприкосновение и выставить нулевое положение барабана 10 с продольным штрихом стеблем 9. При этом начальный поперечный штрих (0,25 или 50) шкалы стебля с ценой деления 0,5 мм должен быть виден полностью, а кромка барабана должна отстоять от него на величину не более 0,1 мм.
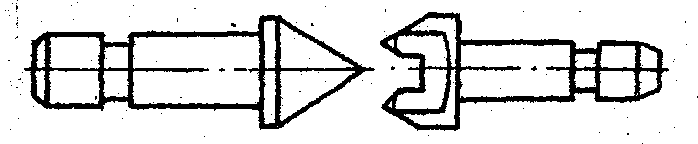
Рис. 5.22. Вставки к резьбовому микрометру
Регулировать резьбовой микрометр на измерение заданной резьбы необходимо в такой последовательности:
подобрать вставки, соответствующие шагу измеряемой резьбы, промыть их авиационным бензином и протереть мягкой тканью. Коническую вставку установись до упора в отверстие микровинта, призматическую - в отверстие пятки;
вращением винта совместить нулевой штрих барабана 10 с продольным штрихом стебля 9, а край барабана - с нулевым поперечным штрихом стебля и зафиксировать это положение стопором 8;
отпустить контргайку 4 регулируемой пятки, вращением гайки 3 переместить пятку до соприкосновения вставок 5 и 6, закрепить контргайку 4 и освободить стопор 8;.
вращая микровинт за трещотку 12, развести вставки на 1-2 мм и плавно свести их до поучения двух-трех щелчков трещотки. Если при этом показания прибора не уйдут за нуль, то вписать их в графу отчета "Нулевой отсчет";
если показания прибора уйдут за нуль (прибор зашкалит), то необходимо зафиксировать микровинт стопором 8, придерживая барабан 10, отвернуть на один-два оборота колпачок II, надавить на барабан 10 в осевом направлении, совместить продольный штрих стебля с нулевым штрихом барабана 10 и, не давая провернуться стеблю к барабану, завернуть колпачок II. После этого проверить показания прибора.
Микрометры с нижним пределом измерения 25 мм и более регулируют по установочной мере.
Для того, чтобы измерительное усилие не превосходило допустимое (5-9 Н), микровинт следует вращать только при помощи трещотки 12.
Микрометрические инструменты имеют два отсчетных устройства. Первое отсчетное устройство состоит из продольной шкалы, нанесенной на стебле, и указателя, которым является торец барабана 10.
Продольная шкала имеет два ряда поперечных штрихов, расположенных по обе стороны продольного штриха и сдвинутых относительно друг друга на 0,5 мм. Оба ряда штрихов образуют, таким образом, одну продольную шкалу с ценой деления, равной шагу микровинта.
Второе отсчетное устройство, являющееся нониусом, состоит из школы с ценой деления 0,01 мм, нанесенной на конусной поверхности барабана 10 и указателя в виде продольного штриха на стебле 9. При шаге микровинта, равном 0,5 мм, одному обороту микровинта и скрепленного с ним барабана 10 соответствует перемещение торца барабана на одно деление. Двa оборота микровинта будут соответствовать 1,0 мм. На круглой шкале барабана нанесено пятьдесят делений. Следовательно, поворот барабана с микровинтом на одно деление относительно продольного штриха стебля 9 будет соответствовать 0,01 мм.
Для определения размера проверяемой детали отсчет снимают по двум отсчетным устройствам, суммируя их показания.
П р и м е р . На стебле 1 (рис. 5.23, а) отсчитывается количество делений с интервалом 0,5 равное 17. Следовательно, по первому отсчетному устройству отсчет равен 17 х 0,5 = 8,5 мм. После этого по второму отсчетному устройству, т.е. по шкале нониусного барабана 2 отсчитываются десятые и сотые доли миллиметра - 0,27 (27 делений соответствуют продольному штриху стебля 1).
Результат измерения: 8,5 + 0,27 = 8,77.

а) б) в)
Рис. 5.23. Примеры отсчета по резьбовому микрометру
Если кромка барабана остановится между верхним и нижним штрихом стебля (рис. 5.23, б), то полученный размер представляет собой сумму трех величин: числа целых миллиметров до ближайшего нижнего к кромке барабана деления на стебле, полмиллиметра от этого деления до верхнего деления и показания в сотых долях миллиметра по барабану.
В рассмотренном случае, этот размер будет складываться из следующих величин: 5 + 0,5 + 0,37 = 5,87 мм.
Если же кромка барабана остановится между нижним и верхним штрихами стебля (рис. 5.23, в), то число целых миллиметров полученного размера определяется по нижнему делению шкалы и к нему непосредственно прибавляется число сотых долей миллиметра по показаниям барабана. В данном случае этот размер буде равен: 7 + 0,28 = 7,28 мм.
Отсчет показаний микрометра следует производить при застопоренном барабане.
Р е з ь б о в ы е ш а б л о н ы (рис. 5.24) применяются при определении шага резьбы, для чего приплывают шаблоны последовательно к резьбе и наблюдают просветы между ними и профилем резьбы.
Пластинка, обеспечивающая на всей своей длине одинаковый просвет с профилем резьбы, будет характеризовать искомый шаг резьбы.
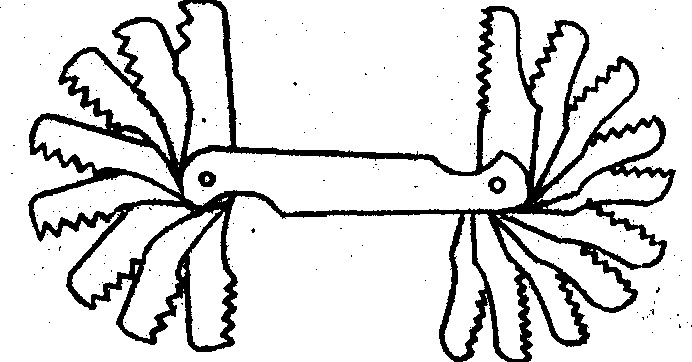
Рис. 5.24. Резьбовые шаблоны
Задание:
1. Ознакомиться со стандартами на метрические резьбы.
2. Определять значение элементов резьбы данной резьбовой детали по справочнику /1/. или государственному стандарту.
3. Построить поля допусков резьбы по найденным данным.
4. Ознакомиться с устройством резьбового микрометра, определить числовые значения основных метрологических характеристик резьбового микрометра.
5. Измерить с помощью резьбовых шаблонов шаг резьбы и подобрать соответствующие вставки к резьбовому микрометру.
6. Измерить средний диаметр резьбы резьбовым микрометром.
7. Определить годность резьбы по результатам измерений.
8. Полученные результаты внести в форму отчета.
Порядок выполнения работы
Определить и внести в форму отчета числовые значения элементов резьбы по справочнику /1/.
Определить для проверяемой резьбы продольные отклонения элементов резьбы из табличных данных справочника /1/ и занести в форму отчета.
Построить cхемy расположения полей допусков резьбы с обозначением на ней номинальных диаметров с их предельными отклонениями согласно порядку построения полой допусков, приведенному в справочнике /1/.
Определить шаг проверяемой резьбы с помощью резьбовых шаблонов.
Определить и внести в форму отчета числовые значения метрологических характеристик резьбового микрометра.
Проверить начальный отсчет и при необходимости отрегулировать микрометр.
Измерить средний диаметр резьбы микрометром в соответствии со схемой измерения и методикой измерения и отсчета показаний.
Ввести соответствующие измерения и форму отчета.
ОТЧЕТ
по лабораторной работе № 7
ИЗМЕРЕНИЕ ПАРАМЕТРОВ РЬЗЬБЫ
Требуется проверить резьбу поэлементным методом и дать заключение о годности.
Выполнение работы
1. С помощью штангенциркуля и резьбовых шаблонов определить номинальное значение наружного диаметра и шага резьбы детали, найдя остальные значение элементов резьбы и занести их в табл. 5.5.
Таблица 5.5
Номинальные размеры элементов резьбы
|
Наружный диаметр, ми |
Средний диаметр, мм |
Внутренний диаметр, мм |
Шаг, мм |
Угол профиля, град.
|
|
|
|
|
|
|
2. Из таблиц стандарта для проверяемой резьбы определить предельные отклонения основных элементов и внести их в табл. 5.6.
Таблица 5.6
Предельные отклонения элементов резьбы
|
Обозначение поля допуска |
Наименование отклонения |
|
|
Г |
|
|
|
|
верхнее |
. |
|
|
|
|
|
|
нижнее |
|
! |
|
|
• |
3. Начертить схему расположения полей допусков резьбы с обозначением на ней номинальных диаметров с их предельными отклонениями (табл. 5.7).
4. Измерить средний диаметр резьбы резьбовым микрометром, подобрав предварительно вставки к резьбовому микрометру в соответствии с шагом резьбы.
Таблица 5.7
Схема измерения

5. Характеристика резьбового микрометра
Цена деления шкалы
Пределы измерения
6. Дать заключение о годности, сравнивая полученные действительные значения основных элементов резьбы с допускаемыми по соответствующему государственному стандарту.
Допуск среднего диаметра резьбы, указанный в стандартах, является суммарным и включает в себя допуск на соответственно средний диаметр, а также величины диаметральных компенсаций погрешностей шага fp и угла наклона профиля fα.
Годность резьбового изделия определяется по приведенному среднему диаметру резьбы, подсчитанному по результатам измерений отдельных элементов следующим образом: если подсчитанный диаметр по результатам измерений находится в пределах допуска, то резьба считается годной.
Вопросы для самоконтроля
Назначение резьбы.
Обозначение резьба на чертежах.
Какие основные элементы резьбы регламентированы предельными отклонениями по стандарту ?
Что такое диаметральные компенсации погрешностей шага и угла профиля и как их определить ?
С какой целью введено понятие приведенного среднего диаметра резьбы ?
Назначение комплексного и поэлементного методов контроля.
Какие средства измерения используются при установлении действительных значений наружного и среднего диаметров, шага и угла профиля резьбы ?
С какой целью измеряют половину угла профиля, а не полный угол ?
Что такое наивыгоднейший диаметр проволочек ?
C какой целью производят измерение шага и половины угла профиля по левой и правой сторонам профиля резьбы ?
Как дается заключение о годности резьбы при комплексном и поэлементном методах контроля ?