

1. Номенклатура выпускаемой продукции
Объемные блоки предназначены для строительства жилых домов серии ПБКР по типовому проекту.
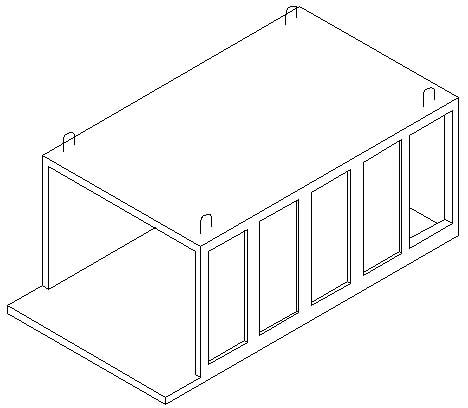
Рис.1 – Внешний вид объемного блока ОПБ-16
Технические требования к изделию
Изделия заводского изготовления серии ПБКР «Объемные блоки» изготовляют в соответствии с требованиями ГОСТ 10178-85, ГОСТ 9757-83, ГОСТ 24211-91 по технологическим инструкциям и картам, утвержденными в установленном порядке.
Блоки должны изготовляться из керамзитобетона класса В15. Подвижность смеси для стены 18-20 см., для пола, потолка 6-8 см. Отпускная прочность 70%.
Отклонения от проектных размеров:
Высота снаружи от +8 до -10
Длина снаружи ± 10
Ширина снаружи ± 10
Разность длин диагоналей ± 12
Толщина стенок от -2 до +5
Толщина пола ± 5
Толщина потолка ± 5
В изделиях не допускается:
Трещин, за исключением усадочных, поверхностных
Обнаженная арматура
Наплывы бетона
Раковины, неровности и отколы
Конструкции должны быть приняты отделом технического контроля предприятия- изготовителя, в соответствии с требованиями государственных стандартов или технических условий на данный вид конструкции.
Погрузку, транспортирование, разгрузку и хранение конструкции следует производить соблюдая меры, исключающие возможность их повреждения.
Требования к исходным материалам
Портландцемент марки М 500 ГОСТ 10178-85
Песок керамзитовый ГОСТ 9757-83
Песок кубанский речной ГОСТ 8736-93
Пластифицирующие добавки ГОСТ 24211-91
Вода ГОСТ 2674-82
1.2. Технология изготовления объёмных блоков, их транспортировка и монтаж зданий
Заводы объёмно-блочного домостроения имеют в своём составе смесительное отделение, арматурный цех, формовочное отделение, конвейер комплектации, оборудования и отделки объемных блоков, вспомогательные цеха, склады инертных материалов и склад готовой продукции.
В арматурном отделении на кондукторе изготовляется пространственный каркас блока, который заем переносится в формовочное отделение и устанавливается в чистую и смазанную наружную опалубку формовочной машины. Откидные щиты опалубки закрываются, и сердечник, подвезённый на траверсной тележке, также чистый и смазанный вдвигается в пространственный каркас между фиксаторами, закрепляющими его положение на поддоне и между щитами.
Электропроводка прикрепляется к арматурному каркасу блока и в процессе формования замоноличивается.
Из смесительного отделения в машину поступает и заполняет фиксированную полость между поддоном, щитами и сердечником пластичная керамзитобетонная смесь на фракционированном керамзите или бетонная на гранитном щебне.
После вибрирования и тепловой обработки из изделия извлекаю сердечник с помощью траверсной тележки, на которой для этой цели установлены гидродомкраты. Щиты опалубки раскрываю и краном извлекают готовый, состоящий из трёх стен, пола и потолка объёмный элемент. Его устанавливают и производства отделочный работ.
Для экономии цемента при экспериментальной отработке процесса формования проверялась возможность расчленения этого процесса на три операции, т.е. пол и потолок формовали из жёстких смесей, а стены – из более пластичной. Целесообразность использования этого способа возрастает с определением путей сокращения трудозатрат и времени формовки.