

2.2.2 Керамических штучных огнеупорных изделий из вторичного керамического сырья
С
целью установления высокотемпературной
эксплуатации изделий проведены работы
по определению высокотемпературной
деформации и ползучести образца Он
имел вид цилиндрической формы диаметром
38 мм и высотой от 50 до 70 мм. Предварительная
термообработка была проведена при
температуре 300 (рис.
2.12).
(рис.
2.12).

Рис.2.12. Внешний вид образца приготовленного для изучения деформации и ползучести.
В качестве примера, внешний вид образца до и после испытаний на деформацию приведен на рисунках 2.13 и 2.14.
 а)
а)
 б)
б)
Рис.2.13. Фотографии образца до испытания на деформацию под нагрузкой и ползучесть при температуре 900. а) вид общий, б)вид сверху.
0А)б)в)
Рис.2.14.
Фотографии образцов после испытания
на деформацию под нагрузкой и ползучесть
при температуре 1400
 .
а)вид общий, б)вид сверху, в)вид с
цилиндрической поверхности.
.
а)вид общий, б)вид сверху, в)вид с
цилиндрической поверхности.
Перед испытанием на деформацию под стандартной нагрузкой 0,2 МПа и ползучесть под этой же нагрузкой образцы предварительно были термообработаны при 900°С сначала сушили в сушильном шкафу со скоростью подъема температуры до 110°С равной 0,2-0,3 град/мин с выдержкой при 110°С в течение 1 ч, затем нагревали в муфельной печи со скоростью около 1 град/мин, время выдержки при 300°С - 1 ч, до 900°С - со скоростью 2 град/мин.
Температура для изучения ползучести была выбрана в пределах 1400°С, которая установлена исходя из значений начала деформации в пределах не более 2%. Процент деформации в процессе исследования(рис.2.14 и 2.15) составил не более 1%, что является допустимым значением для изготовления керамических изделий. Исходя из результатов наблюдений можно заключить (это следует из фотосъемок образца трубчатой массы до и после испытания на деформацию под нагрузкой и ползучесть при температуре 1400°С):внешний вид и форма не изменились, однако структура претерпевает фазовые изменения, что отражается на размерах пор - они уменьшились, плотность увеличилась.
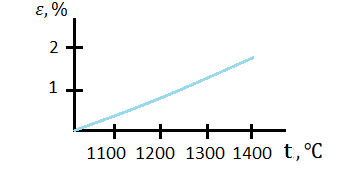
Рис.2.15. Деформация под стандартной нагрузкой 0,2МПа при температуре 1400℃.
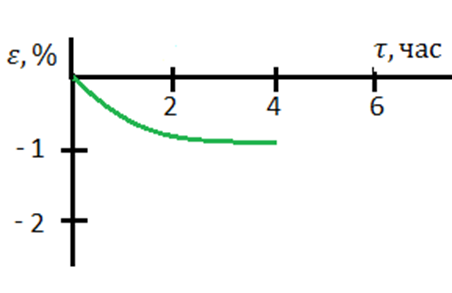
Рис.2.16 Ползучесть под стандартной нагрузкой 0.2М Па при температуре 1400°С.
2.2.3 Материалов шамотно-графитовых стопорных пробок
С
целью установления технических параметров
эксплуатации при высоких температурах
углеродсодержащих стопорных пробок
проведенf
работf
по определению высокотемпературной
деформации и ползучести образцов
материала изделий. Они имели вид
параллелепипеда с размерами30х36х43 мм.
Термообработка проведена при температуре
синтеза материала пробки, что
соответствовала значению450 (Рис.2.17).
(Рис.2.17).

Рис.2.17. Внешний вид образца материала изделия приготовленного для изучения деформации и ползучести
Температура
для изучения ползучести была выбрана
в пределах 1200 ,
которая установлена исходя из значений
начала деформации в пределах не более
0,4%. Процент деформации в процессе
исследования составил не более 3%, что
соответствуют требованиям эксплуатации.
,
которая установлена исходя из значений
начала деформации в пределах не более
0,4%. Процент деформации в процессе
исследования составил не более 3%, что
соответствуют требованиям эксплуатации.
Исходя
из результатов наблюдений можно
заключить (фотографии образца до и после
испытания на деформацию под нагрузкой
и ползучесть при температуре
1400 (Рис.2.18),
чтовнешний
вид и форма образцов не претерпевают
изменения, структура образца изменилась,
она стала более плотной, размеры пор
уменьшились. Однако все это не влияет
на эксплуатационные характеристики
пробки.
(Рис.2.18),
чтовнешний
вид и форма образцов не претерпевают
изменения, структура образца изменилась,
она стала более плотной, размеры пор
уменьшились. Однако все это не влияет
на эксплуатационные характеристики
пробки.

Рис.2.18. Фотографии образца до (справа) и после (слева) испытаний на деформацию под нагрузкой и ползучесть при температуре 1200 оС.
Данные образцы испытывали на однопозиционной установке для определения высокотемпературной деформации при нагреве и ползучести материалов при сжатии. На всех кривых, полученных при нагревании предварительно термообработанных при температуре 300°С образцов (рис..2.19), имеется перегиб в интервале 450-750°С, который исчезает при повышении температуры предварительной термообработки до 900°С и выше (рис. 2.20). Наличие перегиба связано с взаимодействием компонентов и дальнейшей эволюцией структуры цементного каркаса, образовавшегося при предварительной термообработке до 300°С.. Эти изменения обусловлены фазовыми превращениями.
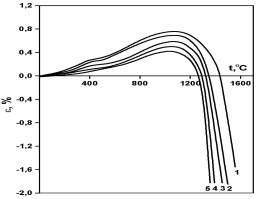
Рис. 2.19.Деформация при нагревании алюмосиликатных образцов, термообработанных при 300°С образцов, нагрузка, МПа: 1 - 0,04; 2 - 0,2; 3 - 0,4; 4 - 0,6 и 5 - 0,8
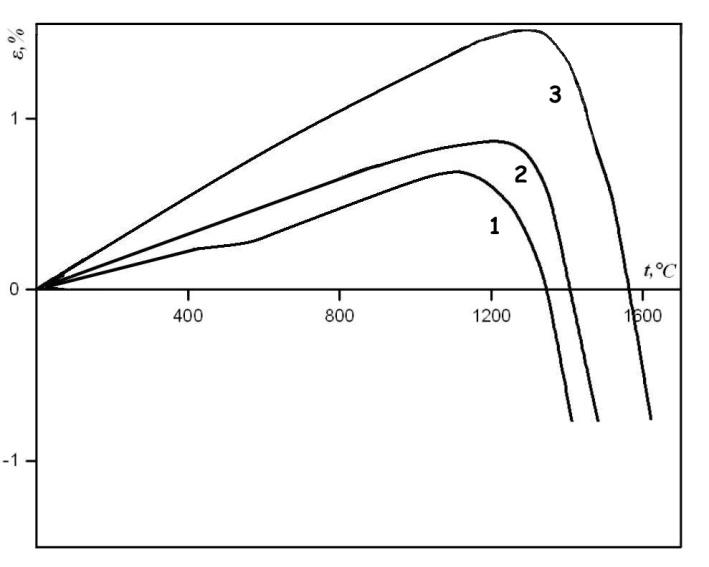
Рис.2.20 Деформация при нагревании алюмосиликатных образцов (0,2 МПа) после предварительной термообработки при температуре, °С: 1 - 300;2 – 900 и 3 – 1400.
Из данных рис. 2.19, видно, что до температуры порядка 1100°С наблюдается расширение, причем чем выше нагрузка, тем оно меньше; при дальнейшем нагреве происходит сжатие. Температура начала сжатия увеличивается с 1100°С до 1250°С с ростом температуры предварительной термообработки композиций от 300 до 900°С (рис.2.20). Стабильная структура цемента формируется после предварительной термообработки при 900°С в течение 1 ч. выдержки. При нагреве образцов, предварительно термообработанных при 1400°С (рис. 2.20) деформация под нагрузкой 0,2 МПа начинается при 1350°С, что всего на 50 градусов ниже температуры их предварительной термообработки. На рисунке 2.21 приведены кривые деформации при нагреве и в режиме ползучести образцов при 1200°С, прошедших предварительную термообработку при 1300°С в течение 12 ч. без нагрузки (рис. 2.21 а) и под нагрузкой 0,4 МПа (рис. 2.21б). Образцы, предварительно термообработанные под нагрузкой при 1300°С, показывают меньшую величину деформации (рис. 2.21б). В то же время, увеличение нагрузки от 0,2 до 0,8 МПа при предварительной термообработке в течение 12 ч. при 1300°С мало влияет на ход кривых при 1500°С (рис. 2.22).
а)
б)
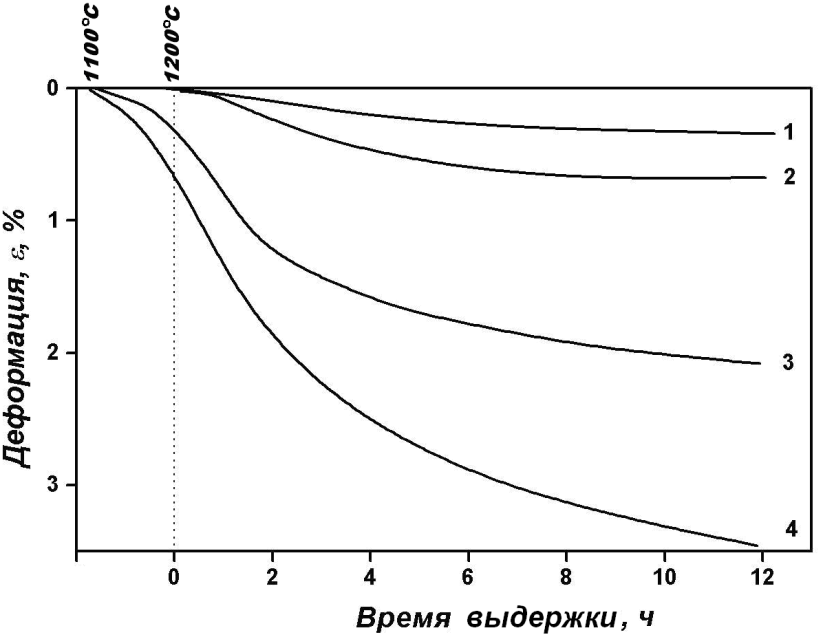
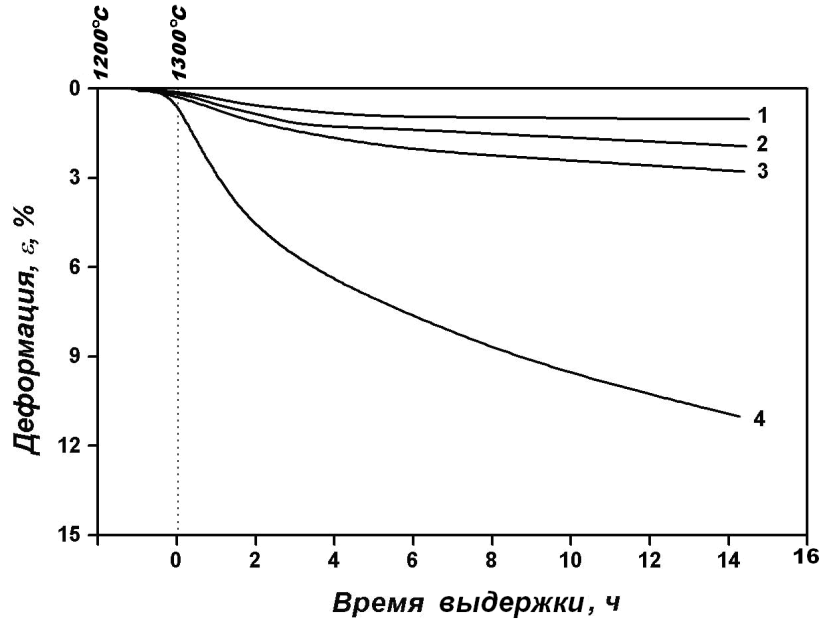
Рис. 2.21. Деформация алюмосиликатных образцов и ползучесть при 1200°С (а) и 1300°С (б) после предварительной термообработки при 1300°С в течение 12 ч. без нагрузки (а) и под нагрузкой 0,4 МПа (б). Нагрузки при испытаниях, МПа: а – 0,1 (1); 0,2 (2); 0,4 (3) и 0,8 (4); б – 0,4 (1), 0,8 (2), 1,6 (3) и 3,2 (4).
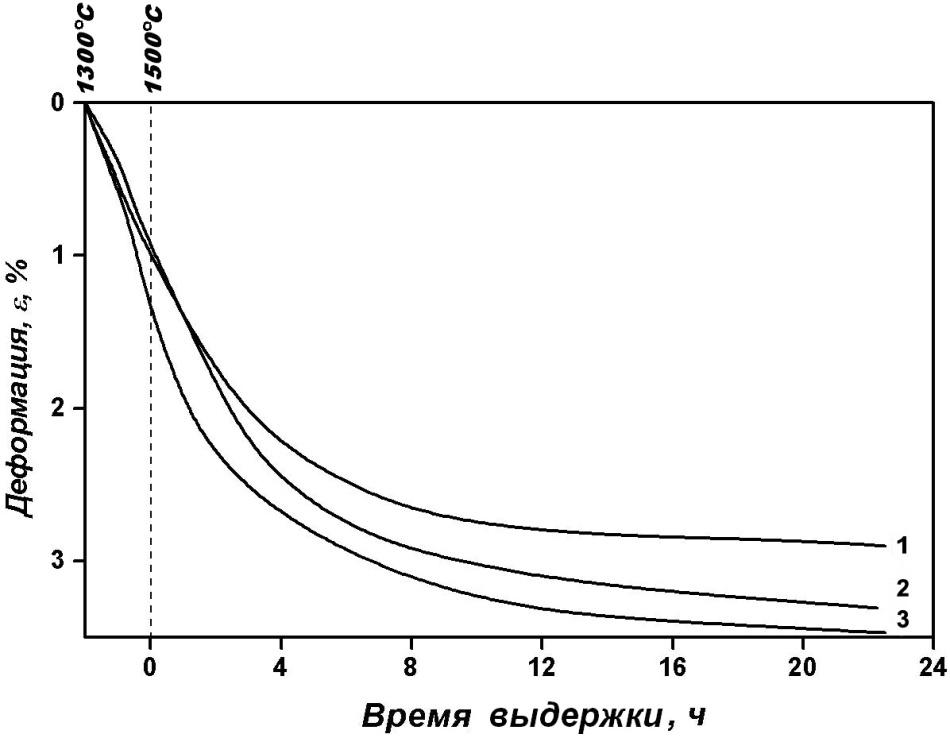
Рис. 2.22. Деформация при нагревании от 1300 до 1500°С и ползучесть при 1500°С под нагрузкой 0,2 МПа образцов после предварительной термообработки при 1300°С в течение 12 ч. под нагрузками, МПа: 1 – 0,2; 2 – 0,4; 3 – 0,8.
Деформация при данных условиях уменьшается с повышением температуры предварительной термообработки композиции до 1350°С. Из полученных данных следует, что для эксплуатации материалов на основе алюмосиликатов и неорганического связующего при температурах до 1550°С оптимальной является температура термообработки 1350°С. Высокие эксплуатационные свойства полученных композитов на основе неорганической связки позволяют говорить о возможности их применения для изготовления углеродсодержащих композиционных материалов и изделий.