

3.3 Характеристика металлообрабатывающих фрез
В зависимости от назначения и вида обрабатываемых поверхностей различают следующие типы фрез: цилиндрические (рисунок 8, а), торцовые (рисунок 8, б, з), дисковые (рисунок 8, в), концевые (рисунок 8, г), угловые (рисунок 8, д), шпоночные(рисунок 8, е), фасонные (рисунок 8, ж).
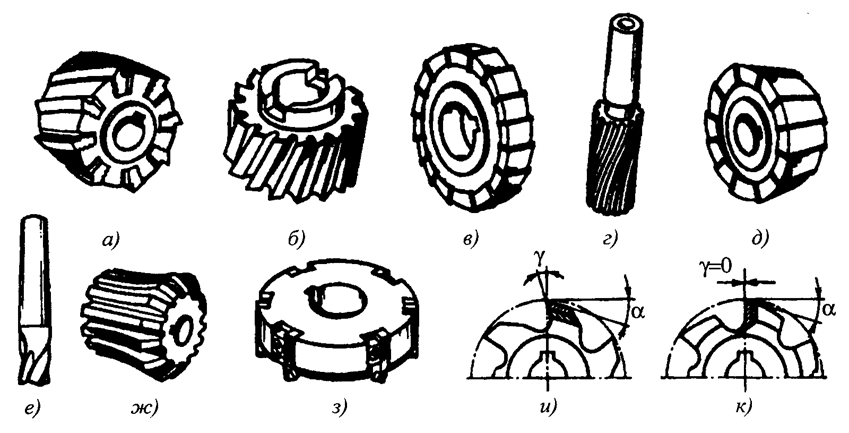
Рисунок 9. Металлообрабатывающие фрезы
Фрезы изготавливают цельными (рисунок 8, б-ж) или сборными(рисунок 8, а, з). режущие кромки могут быть прямыми (рисунок 8, д) или винтовыми (рисунок 8, а). Фрезы имеют остроконечную (рисунок 8, и) или затылованную (рисунок 8, к) форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда; при переточке по передней поверхности профиль зуба фрезы сохраняется.
Цельные фрезы изготавливают из инструментальных сталей. У сборных фрез зубья выполняют из быстрорежущей стали или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически.
3.4 Характеристика схем обработки заготовок на фрезерных станках
Горизонтальные плоскости фрезеруют цилиндрическими (рисунок 11в, а) и торцовыми фрезами (рисунок 11, б). Цилиндрическими фрезами целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм.
Вертикальные плоскости фрезеруют торцовыми фрезерными головками и торцовыми фрезами (рисунок 11, в) а также концевыми фрезами (рисунок 11, г)
Наклонные плоскости и скосы фрезеруют торцовыми (рисунок 11, д) и концевыми фрезами на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем поворачивается в вертикальной плоскости. Скосы фрезеруют на горизонтально-фрезерном станке одно угловой фрезой (рисунок 11, е)
Комбинированные поверхности фрезеруют набором фрез (рисунок 11, ж).
Уступы и прямоугольные пазы фрезеруют концевыми (рисунок 11, з) и дисковыми (рисунок 11, и) фрезами.
Фасонные пазы фрезеруют фасонной дисковой фрезой (рисунок 11, к), угловые пазы – одноугольной и двухголовой (рисунок 11, л) фрезами на горизонтально-фрезерных станках.
Паз клиновой фрезеруют на вертикально-фрезерном станке за два прохода: прямоугольный паз – концевой фрезой, затем скосы паза – концевой одноугловой фрезой (рисунок 11, м). Т-образные пазы (рисунок 11, н) фрезеруют вначале паз прямоугольного профиля концевой фрезой, затем нижнюю часть паза – фрезой для Т-образных пазов.
Шпоночные пазы фрезеруют концевыми или шпоночными (рисунок 11, о) фрезами.
Фасонные поверхности незамкнутого контура с криволинейной образующей и прямолинейной направляющей фрезеруют фасонными фрезами соответствующего профиля (рисунок 11, п).

Рисунок 10. Схемы обработки заготовок на фрезерных станках
3.5 Характеристика металлообрабатывающих сверл
Сверла по конструкции и назначению делятся на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент – спиральное сверло (рисунок 9, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
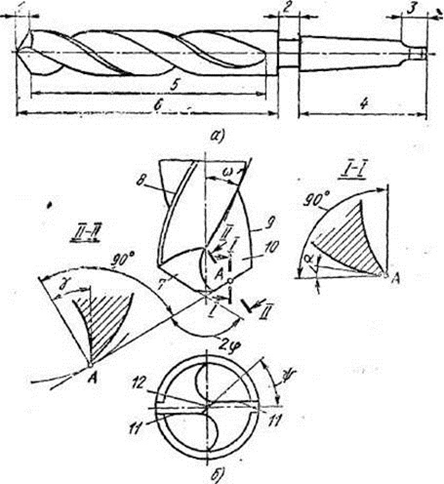
Рисунок 11. Металлообрабатывающие сверла
В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рисунке 9, б. сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания; поперечную режущую кромку 12 и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
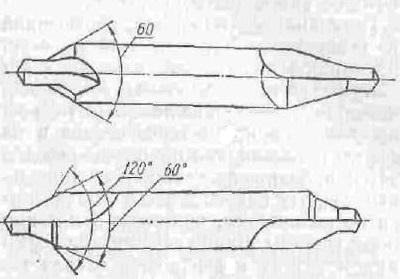
Рисунок 12. Центровочные сверла
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий . Они бывают простые , комбинированные , комбинированные с предохранительным конусом