

Разработка и организация производственного процесса
Разработка производственного процесса проводится в два этапа. На первом составляется маршрутная технология, определяющая перечень основных операций, начиная с готового изделия и заканчивая первой операцией, которой подвергается предмет труда. На втором этапе разрабатывается подетальное и пооперационное проектирование с первой операции до последней. На этой документации основывается производственный процесс. В ней подробно описываются материалы для изготавливаемой детали изделия, их вес, размеры, устанавливаются режимы обработки на каждой производственной операции, наименование и характеристика оборудования, инструментов и приборов, указывается движение изделия от первой технологической операции до сдачи изделия на склад.
При разработке производственного процесса предусматривают используемое оборудование, инструменты, способы транспортировки и хранения изделий, т.е. все необходимое, что позволит обеспечить:
качество продукции;
производительность в соответствии со сроками поставок;
простоту обслуживания и контроль работы, а также ремонт и переналадку оборудования;
технологическую и организационную совместимость основных и вспомогательных операций в процессе производства;
гибкость производства;
экономически максимально низкие затраты для данных условий на осуществление каждой технологической операции.
Экономические требования являются доминирующими и ставят ограничения всем другим параметрам производственного процесса, гак как излишние затраты могут отвергнуть любой проект.
В целях снижения затрат на изготовление продукции, повышения организованности производственного процесса используются методы и принципы рациональной организации производственных процессов.
Методы организации производственного процесса
Поточные
Характеризуется:
Глубоким расчленением производственного процесса на операции.
Четкой специализацией рабочих мест.
Параллельным выполнением операций на рабочих местах.
Высоким уровнем непрерывности производственного процесса.
Такт – промежуток времени между запуском двух смежных изделий на поточной линии.
Величина, обратная такту, называется ритмом.
Партионный
Характеризуется:
Запуск в производство изделий партиями.
Обработка одновременно продукции нескольких наименований.
Закрепление за рабочим местом нескольких операций.
Гибкая производственная система – представляет собой совокупность или отдельную единицу технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойствами переналадки.
Единичный
Характеризуется:
Большой неповторяющейся номенклатурой изделий.
Использованием универсального оборудования.
Использование рабочих с широкой специализацией и высокой квалификацией .
Направлением повышения эффективности единичного метода организации производства являются развитие стандартизации, унификации деталей и узлов, внедрение групповых методов обработки.
Принципы организации производственного процесса
На любом предприятии организация производственных процессов базируется на рациональном сочетании в пространстве и во времени основных, вспомогательных и обслуживающих процессов. Однако при всем многообразии форм этого сочетания производственные процессы подчинены общим принципам.
Принципы рациональной организации можно разделить на две категории:
общие, не зависящие от конкретного содержания производственного процесса;
специфические, характерные для конкретного процесса.
Перечислим общие принципы.
Специализация означает разделение труда между отдельными подразделениями предприятия и рабочими местами, что предполагает их кооперирование в процессе производства.
Пропорциональность обеспечивает равную пропускную способность разных рабочих мест одного процесса, пропорциональное обеспечение рабочих мест информацией, материальными ресурсами, кадрами и т.д.
Пропорциональность определяется по формуле
![]()
Mmin - минимальная пропускная способность, или параметр рабочего места в технологической цепи (например, мощность, разряд работ, объем и качество информации и т.п.);
Mmах — максимальная способность.
Непрерывность предусматривает максимальное сокращение перерывов между операциями и определяется отношением рабочего времени к обшей продолжительности процесса
![]()
Тр - продолжительность рабочего времени;
Тц - общая продолжительность процесса, включающая простои и пролеживания предмета труда между рабочими местами, на рабочих местах и т.д.
Параллельность характеризует степень совмещения операций во времени. Виды сочетаний операций: последовательное, параллельное и параллельно-последовательное.
Коэффициент параллельности можно вычислить по формуле
![]()
где Тц.пар, Tц.посл — продолжительность процесса соответственно при параллельном и последовательном сочетаниях операций.
Прямоточность обеспечивает кратчайший путь движения предметов груда, информации и т.п.
Коэффициент прямоточности можно определить по формуле
![]()
tтрансп — длительность транспортных операций;
tтех.ц — длительность технологического цикла.
Ритмичность характеризует равномерность выполнения операций во времени.
Коэффициент ритмичности рекомендуется вычислять как
![]()
Vф- фактический объем выполненной работы за анализируемый период (декада, месяц, квартал) в пределах плана;
Vпл — плановый объем работ.
Техническая оснащенность ориентирована на механизацию и автоматизацию производственного процесса, устранение ручного, монотонного, тяжелого, вредного для человека труда.
Гибкость заключается в необходимости обеспечивать быструю переналадку оборудования в условиях часто меняющейся номенклатуры продукции. Наиболее успешно реализуется на гибких производственных системах в условиях мелкосерийного производства.
Одним из путей улучшения перечисленных принципов рациональной организации производственных процессов является увеличение повторяемости процессов и операций. Наиболее полная их реализация достигается при оптимальном сочетании следующих факторов:
масштаб производства;
сложность номенклатуры и ассортимента выпускаемой продукции;
характер действия технологического и транспортного оборудования;
физическое состояние и форма исходных материалов;
характер и последовательность технологического воздействия на предмет труда и т.д.
Технологический процесс. Виды движения предметов труда.
Технологический процесс – состоит из последовательного выполнения над данным предметом труда технологических действий – операций.
Операция – часть технологического процесса выполняемого на одном рабочем месте, состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов.
Технологический процесс - целесообразное изменение формы, размеров, состояния, структуры, места предметов труда. Такие процессы классифицируются по следующим основным признакам: источнику энергии; степени непрерывности; способу воздействия на предмет труда; кратности обработки сырья; виду используемого сырья (табл. 8.2).
Таблица 8.2. Классификация технологических процессов
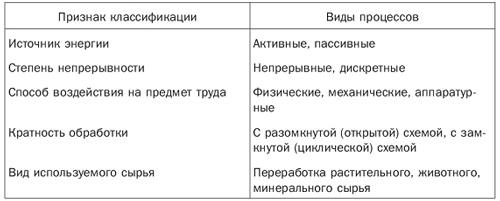
По источнику энергии технологические процессы можно разделить на пассивные и активные. Первые происходят как природные процессы и не требуют дополнительной, преобразованной человеком энергии для воздействия на предмет труда (например, остывание металла в обычных условиях и т.п.). Активные технологические процессы протекают либо в результате непосредственного воздействия человека на предмет труда, либо в результате воздействия средств труда, приводимых в движение энергией.
По степени непрерывности воздействия на предмет труда технологические процессы делятся на непрерывные и дискретные. При первом виде технологический процесс не прерывается во время загрузки сырья, выдачи готовой продукции и контроля за ним (разливка стали, переработка нефти, производство цемента и т.д.).
Дискретные производства характеризуются наличием перерывов в ходе технологического процесса (выплавка стали, литье в формы и т.д.). Существуют также комбинированные процессы, которые сочетают стадии дискретных и непрерывных процессов.
По способу воздействия на предмет труда и виду применяемого оборудования различают физические, механические и аппаратурные технологические процессы. Механические осуществляются вручную или с помощью машин. В этих процессах предмет труда подвергается механическому воздействию, т.е. изменяется его форма, размеры, положение. При этом внутреннее строение и состав вещества, как правило, остаются неизменными (производство мебели, штамповка, литье, сварка, ковка и т.д.).
По кратности обработки сырья различают: процессы с разомкнутой (открытой) схемой, в которой сырье или материалы подвергаются однократной обработке; процессы с замкнутой (круговой, циркуляционной или циклической) схемой, в которой сырье или материалы неоднократно возвращаются в начальную стадию процесса для повторной обработки. Примером разомкнутой схемы является конвертерный способ получения стали. Примером процесса с замкнутой схемой может быть химическая переработка нефтяных фракций, где для непрерывного восстановления активности катализатора последний постоянно циркулирует между реакционной зоной крекинга и печью для выжигания углерода с его поверхности.
В зависимости от вида используемого сырья различают процессы переработки растительного, животного и минерального сырья.
Все технологические процессы осуществляются в результате труда работников. Трудовые процессы различаются по следующим основным признакам:
характеру предмета труда и продукта труда (вещественно- энергетические, информационные);
функциям работника (основные, вспомогательные);
степени участия работника в технологическом процессе (ручные, машинные, автоматизированные);
тяжести, условиям труда и т.д.
Операция - часть производственного процесса, выполняемая на одном или нескольких рабочих местах, одним или несколькими рабочими (бригадой) и характеризуемая комплексом последовательных действий над определенным предметом труда.
Виды движения предметов труда:
1. Последовательное – когда обработка предметов труда на каждой последующей операции начинается только после окончания предшествующих для всех деталей партии. Самый нерациональный вид, который применяют в единичном и мелко-серийном производстве. Длительность ПЦ = размер партии * сумму (норма выполнения одной технологической операции / количество рабочих мест на этой операции) В расчете также применяют понятие операционный цикл, под которым понимают продолжительность обработки всех деталей партии на какой либо операции. Операционный цикл = размер партии *(норма выполнения одной технологической операции / количество рабочих мест на этой операции) 2. Параллельное – когда передача предметов труда на последующую операцию производятся поштучно или транспортными партиями сразу после обработки на предшествующей независимо от движения других деталей партии. Это наиболее рациональный вид движения, который применяют в крупносерийном и массовом производстве. В случае крупных общих партий предметов труда применяют передачу деталей транспортными партиями. Длительность ПЦ = размер транспортной партии * сумму (норма выполнения одной технологической операции / количество рабочих мест на этой операции) + (размер партии – размер транспортной партии) * продолжительность выполнения более трудоемкой и длительной операции с учетом количества рабочих мест. 3. Параллельно-последовательное – когда обработка деталей партии на каждой последующей операции начинается раньше, чем заканчивается обработка на предшествующей других деталей партии. Применяется в среднесерийном производстве при больших размерах партии и различной мощности применяемого оборудования. Длительность ПЦ = размер партии * сумму (норма выполнения одной технологической операции / количество рабочих мест на этой операции) - (размер партии – размер транспортной партии) * продолжительность выполнения короткой операции или двух смежных с учетом количества рабочих мест.
Методы организации производственного процесса. Типы промышленного производства.
Поточные
Характеризуется:
Глубоким расчленением производственного процесса на операции.
Четкой специализацией рабочих мест.
Параллельным выполнением операций на рабочих местах.
Высоким уровнем непрерывности производственного процесса.
и.т.д.
Такт – промежуток времени между запуском двух смежных изделий на поточной линии.
Величина, обратная такту, называется ритмом.
Партионный
Характеризуется:
Запуск в производство изделий партиями.
Обработка одновременно продукции нескольких наименований.
Закрепление за рабочим местом нескольких операций.
и.т.д.
Гибкая производственная система – представляет собой совокупность или отдельную единицу технологического оборудования и системы обеспечения его функционирования в автоматическом режиме, обладающая свойствами переналадки.
Единичный
Характеризуется:
Большой неповторяющейся номенклатурой изделий.
Использованием универсального оборудования.
Использование рабочих с широкой специализацией и высокой квалификацией .