

ТКМ Лабы 2 семестр
.pdfМІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ Національний університет кораблебудування імені адмірала Макарова
А. І. ІВЛІЄВ, Н. Ю. ЛЕБЕДЄВА, Т. А. ЯНКОВЕЦЬ
МЕТОДИЧНІВКАЗІВКИ до лабораторних робіт з дисципліни
"ТЕХНОЛОГІЯ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ"
Рекомендовано Методичною радою НУК
Електронне видання комбінованого використання на DVD-ROM
МИКОЛАЇВ НУК 2014
УДК 620.22(076.5)
ББК 34я73
І-25
Укладачі:
А.І. Івлієв,канд. техн.наук, доцент; Н.Ю. Лебедєва,канд. техн.наук, доцент; Т. А. Янковець, асистент
РецензентЮ.О. Казимиренко,канд.техн.наук, доцент
ІвлієвА.І.
І-25 Методичні вказівки до лабораторних робіт з дисципліни "Технологія конструкційних матеріалів" / А. І. Івлієв, Н. Ю. Лебедєва, Т. А. Янковець. –
Миколаїв : НУК, 2014. – 36 c.
Подано основні теоретичнівідомості протехнологіювиготовлення ливарних форм, різновиди ливарнихформ, призначення інструментудляручногоформуванняіспеціальнихспособів лиття. Розглянутотехнологічніфакториі параметри, яківпливаютьнаякістьодержуванихвиливків, визначено перевагитанедолікинаведенихспособіввиготовленнявиливків.Висвітлено сучасні методи формоутворення виробів при обробці металів тиском. Розглянуто технологію прокатування, штампування виробів різної форми. Подано технологію виготовлення виробів порошковою металургією.
Призначено для студентів усіх спеціальностей, які вивчають дисципліну "Матеріалознавство і технологія конструкційних матеріалів".
УДК 620.22(076.5)
ББК 34я73
Навчальневидання
ІВЛІЄВАнатолійІванович ЛЕБЕДЄВАНаталіяЮріївна ЯНКОВЕЦЬТетянаАнатоліївна
МЕТОДИЧНІ ВКАЗІВКИ до лабораторних робіт з дисципліни
"ТЕХНОЛОГІЯ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ"
Комп'ютерне верстання А. Й. Лихіна
Коректор М. О. Паненко
©ІвлієвА. І.,ЛебедєваН.Ю., ЯнковецьТ. А.,2014
©Національний університет кораблебудування іменіадміралаМакарова,2014
Формат 60 84/16. Ум. друк. арк. 2,1. Об'єм даних 2464 кб. Тираж 15 прим. Вид. № 19. Зам. № 233.
Видавець і виготівник Національний університет кораблебудування імені адміралa Макарова просп. Героїв Сталінграда, 9, м. Миколаїв, 54025, e-mail : publishing@nuos.edu.ua
Свідоцтво суб'єкта видавничої справи ДК № 2506 від 25.05.2006 р.

Лабораторна робота № 1
СПОСОБИ ВИГОТОВЛЕННЯ РАЗОВИХ ПІЩАНО-ГЛИНИСТИХ ФОРМ
Мета роботи:ознайомитися з технологією ручного формування, виготовитипіщано-глинистуформу.
1.1 Загальні відомості
Технологіявиготовленнявиливкауразовійпіщанійформіскладаєтьсязтакихпослідовнихоперацій:виготовленнямодельнихкомплектів; приготуванняформовихістрижневихсумішей;формуванняливарнихформ істрижнів;сушіннястрижнів,аінодііформ;вибиваннявиливказформі стрижнівзвиливка;обрубуванняливниковоїсистемийочищеннявиливка; механічна і термічна обробка виливка; контроль і виправлення дефектівготовоговиливка.
Переважнукількістьвиливківвиготовляютьупіщано-глинистихфор- мах.Нарис.1.1,анаведеновиливок,анарис.1.1,б–разовуливарнуфор- му.Формувиготовляютьурамках4,якіназиваютьопоками.Нижняіверхняопокиз'єднуютьсяміжсобоюцентрувальнимиштирями.Формаскла- даєтьсязтакихелементів–ливниковоїсистеми:7(ливниковачаша),8 (стояк),9(живильник);верхньої2інижньої1півформ;порожнини5,стрижня
3,випорів6. |
|
Ливникова система – це |
|
сумаканалів,якимирідкийме- |
|
талнадходитьуливарнуформу. |
а |
Вона має забезпечити швидке |
|
заповненняформирідкиммета- |
|
лом,правильнейоготвердіння |
|
у формі, мати якомога меншу |
|
масуілегковідокремлюватися |
|
від виливка. Складається лив- |
|
никовасистема(рис.1.2)злив- |
б |
никової чаші 1, стояка 2, шла- |
|
ковловлювача3іживильників4. |
Рис.1.1.Втулка(а)іформа(б)для |
Ливникова чаша не допускає |
відливаннявтулки: |
розливаннярідкогометалупри |
1 – нижня півформа; 2 – верхня півформа; |
заливаннійогозковша.Посто- |
3 – стрижень; 4 – опока; 5 – порожнина |
форми; 6 – випор; 7 – ливникова чаша; |
|
яку конічної форми метал |
8 – стояк; 9 – живильник |
3
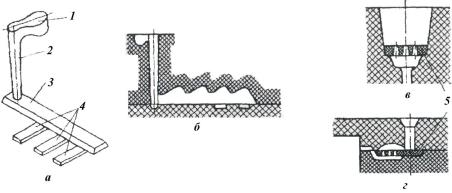
надходитьутрапецоїднийуперерізішлаковловлювач,якийрозміщено уверхнійполовиніливарноїформи.Вінпризначенийдлязатримування шлакових та земляних вкраплень, які спливають на поверхню металу внаслідокзниженняшвидкостійогоструменяушлаковловлювачі.Живильникипідводятьрідкийметалбезпосередньовпорожнинуливарної форми.Випорустановлюютьунайвищійточцівиливка,томурідкийметал заповнює випор останнім, що дає змогу контролювати заливання форми.Крімтого,увипорпризаповненніформиметаломвиходитьповітря.Примашинномуформуваннівикористовуютьвогнетривкусітку5.
Рис.1.2.Конструкціяливниковоїсистемитаїїскладовихелементів
Формувальні інструменти для виготовлення разової форми вручнуможнаподілитинадвігрупи:1)інструменти,щовикористовуютьдля наповненняопокформовоюсумішшю,ущільненняїїтавидаленнямоделейзформи;2)інструментидляобробкиформ.Інструменти,яківикористовують при виготовленні разової ливарної форми вручну, подані на рис. 1.3. Ущільнюють суміш пневматичними (рис. 1.3,а) або ручними (рис. 1.3,б)трамбівками.Щоблегшевиходилигазиізформи,їїнаколюють душником (рис. 1.3,в). Видаляють моделі із форми за допомогою підіймача (рис. 1.3,г) з гострим кінцем (для дерев'яних моделей) або зрізьбоюнакінці(дляметалевихмоделей).
Дообробнихінструментівналежать:гладилкипрямокутні(рис.1.3,ґ) таторцеві(рис.1.3,д);ложки(рис.1.3,е)дляобробкикриволінійнихповерхоньівирізуванняливниковоїчаші;гачки(рис.1.3,є)длявидалення залишківсумішізглибокихівузькихзаглибинформи.
Модельний комплект для ручного формування в одиничномуімалосерійномувиробництвівиготовляютьздеревини.Домодельногоком-
4
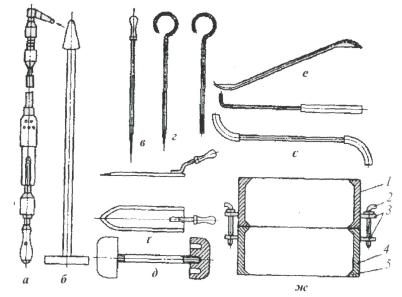
плектувходять:модельмайбутньоговиливка,моделіливниковоїсистеми,одинабокількастрижневихящиків,підмодельнадошка(дляручногоформування)абомодельнаплита(длямашинногоформування),опоки(рис.1.3,ж).Елементикомплектунеповиннізмінюватисвоїхрозмірів з часом і при багаторазовому використанні, мають бути зручними та легкими.
Рис.1.3.Формувальнийінструмент
Модель відливки служить для створення відбитка зовнішньої поверхнівідливкиуформовійсуміші.Томуповерхнямоделігеометрично подібнадозовнішньоїповерхнівідливки.Оскількидлявідливкизпорожниноюмодельповиннастворититакожвідбитокуформовійсумішідля вставленнявньогокінцівстрижня,тонапротимайбутньоїпорожнинина моделіпередбачаютьспеціальнівиступи– стрижневізнаки.Технологіявиготовленняформивимагає,щобмодельбула,якправило,рознімною,ачастинимоделіповиннідобрецентруватисьміжсобоюзадопомогоюдвохшипівівідповіднихїмотворів.Розміримоделієбільшимиза розміривідливкинавеличинулінійноїусадкиметалу,апорівнянозрозмі- рамидеталі–більшиминавеличинулінійноїусадкиметалуіприпусків на механічнуобробку. Щоб полегшити виймання моделі з форми, на її вертикальнихстінкахпередбачаютьнахилив межахвід 0до 3°.
5
Длявиготовленняливарноїформикріммоделівідливкинеобхідно мати моделі ливникової системи і випору. Моделі ливникової системи створюютьканалидля заливанняуформурозплавленого металу,а мо- дельвипору–канал,поякомуізпорожниниформивиходитьповітря,що витісняєтьсярозплавленимметалом.
Моделіповинніматидостатнюміцність,жорсткістьівологотривкість. Їхвиготовляютьіз деревини, пластмас або металів. Матеріалмоделей вибираютьзалежновідтипувиробництватаскладностівідливки.Водиничномувиробництві модель виготовляють, як правило, із деревини, в масовому виробництві – з металу (сплави алюмінію, рідше – чавун) або зпластмаси. Деревина, щойде на виготовленнямоделей, повинна бутисухою(вологість8...10%).Робочуповерхнюмоделейвикінчують шліфувальним полотном. Для запобігання дії вологи і збереження поверхнімоделі,їїфарбуютьувідповіднийколір:длячавуннихвідливок– учервоний, длясталевих– усірий, для відливок зісплавів кольорових металів–ужовтий.Стрижневізнакизавждифарбуютьучорнийколір.
Стрижнева скринькапризначенадлявиготовленнявнійстрижня із стрижневої суміші. Стрижень служить для утворення увідливці порожнини(отвору).
1.2 Технологія ручного формування
Привиготовленнівиливківзначнихрозмірівімаси,атакожвіндивідуальномувиробництвідрібнихісередніхвиливківформуваннявиконують вручну,оскількимашиннеформуваннябулобекономічноневигідним.
Найбільшпоширенеручнеформуванняудвохопокахзарознімною моделлю.Формуванняпочинаютьвиготовленнямнижньоїпівформиівиконуютьутакійпослідовності(рис.1.4):напідмодельнудошку3площиноюрозняттяукладаютьнижнюполовинумоделі2інакриваютьопокою 1(рис.1.4,а).Намодельнаносятьшароблицьовувальної,апотімнаповнювальноїсуміші.Трамбівкоюущільнюютьформовусуміш,анадлишок сумішізрізуютьлінійкоюнарівніверхньоїкромкиопокиідлязбільшення газопроникностіформунаколюютьвентиляційнимиголками4(рис.1.4,б). Виготовленупівформуразомзпідмодельноюдошкоюперевертаютьна 180°інанижнюполовинумоделівстановлюютьверхню7.Накривають нижнюпівформуверхньоюопокою,опокиз'єднуютьміжсобоюзадопомогоюштирів8.Установлюютьмоделіливниковоїсистеми5,аповерхнюрозняттяпосипаютьроздільнимпіском(рис.1.4,в).Заповнюютьверхнюопокусумішшю9,ущільнюютьїї,післячоговитягуютьмодельливниковоїсистеми(рис.1.4,г).Знімаютьверхнюпівформузнижньоїітакожперевертаютьїїна180°площиноюрозняттядогори(рис.1.4,д).Фор-
6

мову суміш навколо моделей злегка зволожують водою, моделі розштовхуютьізадопомогоюпідіймача10виймаютьізформи.Виправляютьізагладжуютьзруйнованічастиниформиобробнимінструментом. Останнімиопераціямиєукладаннястрижня11уформу,складанняформи,скріпленняопок(рис.1.4,е).
Рис.1.4.Формуванняудвохопокахзарознімноюмоделлю
Цейспосіблиттядозволяєвиготовлятивиливкибезобмеженьщодо масивиливківівидівливарнихсплавівприневисокихвитратахнаматеріали та обладнання. Але неможливість автоматизації всього процесу в ціломуприводитьдовеликоїтрудомісткостіінизькоїпродуктивності процесу.Крімтого,чистотаповерхнівиливківнизька,щопотребуєвеликихприпусківнамеханічнуобробкуіякнаслідокприводитьдозниження коефіцієнтувикористовуванняметалу,якийскладає45...70%.
1.3Порядок виконання роботи
1.Ознайомитисязпристосуваннямтаінструментамидлявиготовленняразовоїпіщаноїформивручну.
2.Виготовитиразовупіщано-глинистуформузатехнологієюзгідно
зп.1.2.
1.4Матеріали, інструменти, прилади
Формовасуміш,стрижень,півмоделівідливки,моделістоякаівипору,опоки,модельнадошка;якнаочнийматеріалзастосовуютьвідливки, якіодержанілитвомупіщано-глинистіформи.
7
1.5Порядок оформлення звіту
1.Короткосформулюватиметуроботи.
2.Навеститеоретичнівідомостіпровиготовленнявиливокупіща- но-глинистійформі.
3.Записатипорядоквиконанняроботи.
4.Схематично зобразити основні етапи технологічного процесу виготовленнявиливківупіщано-глинистійформі.
5.Зробитивисновки.
1.6Контрольні питання
1.Наведіть і дайте характеристику складовим модельного комп-
лекту.
2.Щотакеливниковасистема?Якепризначенняелементівливниковоїсистеми?
3.Щотакемодель?Якіматеріаливикористовуютьдлявиготовленнямоделей?
4.Зякоюметоювикористовуютьстрижні?Назвітьматеріали,зяких вонивиготовляються?
5.Щотакестрижневізнаки?
6.Опишіть технологічний процес ручного формування піщаноглинистоїформи.
7.Якіперевагитанедолікилиттявразовіпіщано-глинистіформи?
8
Лабораторна робота № 2
ВИГОТОВЛЕННЯ ВИЛИВКІВ ВИЛИВАННЯМ ЗАВИТОПЛЮВАНИМИ МОДЕЛЯМИ
Метароботи:ознайомитисязтехнологієюлиттязавитоплюванимимоделями;виготовитилегкоплавкумодельтурбінноїлопатки.
2.1 Загальні відомості
Сутьцього способуполягає в тому, що за нерознімною легкоплавкою моделлю виготовляють нерознімнуразовуливарнуформу, моделі
зякоїпотімвитоплюють,авутворенупорожнинузаливаютьметал.
Увиготовленихвиливківнемаєформувальнихуклонів,оскількиформанерознімна. Дляформування використовуютькварцовупудру(маршаліт), томувиливки маютьточнірозміри івеликучистотуповерхонь. Обсягмеханічноїобробкизменшуєтьсяна80...100%ів1,5...2разискорочуютьсявитратиметалуналивниковусистему,боводнійформівиготовляютьдекількавиливків.Цимспособомможнавиготовлятивиливки складної конфігурації зі сплавів з будь якою температурою плавлення, а такожважкооброблюванихрізаннямітиском(жароміцні,жаростійкі, різальнийінструментізшвидкорізальноїсталітощо).Масавиливківможе бутивіддекілька грамівдодекількадесятків кілограмівзмінімальною товщиноюстінки0,5ммімінімальнимотворомдіаметром2мм.Висока розмірнаточністьічистотаповерхнісприяєпідвищеннюкоефіцієнтазастосуванняметалудо80...95%.Самецимспособомвиготовлюютькорпусатадеталіприладів,лопаткигазовихтурбін,хірургічнийінструмент, дрібні автодеталі, вироби мистецтва. Недоліком цього способує дуже великакількістьдорогихдопоміжнихматеріалівівідноснотривалийцикл отриманнязаготовок(до24годин).
2.2 Технологічний процес виготовлення виливків
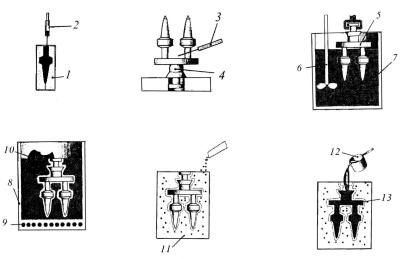
Технологічнийпроцесскладаєтьсязтакихоперацій:виготовлення упрес-форміелементівлегкоплавкоїмоделі(рис.2.1,а);складанняеле- ментів у блок (рис. 2.1,б); виготовлення суміші для утворення форми і занурення моделі у цю суміш з наступним просушенням форми (рис. 2.1,в); виплавлення із форми легкоплавкої маси убаці з гарячою водою(рис.2.1,г);засипанняконтейнеразкерамічноюформоюпіском (рис.2.1,ґ);заливаннякерамічноїформирідкимметалом(рис.2.1,д).
Легкоплавкімоделі виготовляютьзмодельноїмаси, доскладуякої входятьрізнілегкоплавкіматеріали,наприклад:парафін,стеарин,віск,
9
церезин, каніфоль. Від вибору легкоплавкої суміші залежать точність
іякість литих деталей, трудомісткість процесувиготовлення виливків
іїхвартість.Легкоплавкісумішіповинніматиневисокутемпературуплавлення(60...100°С),мінімальнуусадку,добрутекучість,мінімальнийчас затвердівання, повиннібути твердітаміцнів твердомустані.Вони маютьбути придатнимидля регенераціїта повторноговикористання іне виділятишкідливихпарівтагазів.
а |
б |
в |
г |
ґ |
д |
Рис.2.1.Схематехнологічногопроцесувиготовленнявідливокза витоплювальнимимоделями:
1 – рознімна форма; 2 – шприц з модельною сумішшю; 3 – паяльник; 4 – ливникова система; 5 – блок моделей; 6 – мішалка; 7 – вогнетривка суміш; 8 – бак з гарячою водою; 9 – електропідігрів; 10 – зливна модельна маса; 11 – контейнер з піском; 12 – ківш з рідким металом; 13 – відливок
Длявиготовленнямоделідоведенудотістоподібногостанумодельну масу шприцом запресовують уметалеву рознімну форму (або заливають урідкому стані), яка дає точний відбиток і точні розміри майбутнього виливка з усіма внутрішніми порожнинами. Моделі стояка та живильниківтакожвиготовляютьзмодельноїмаси.Легкоплавкімоделі (кілька штук або кілька десятків) припаюють до загального стояка, утворюючиблокмоделей.
Ливарну форму виготовляють нанесенням вогнетривкого покриття, занурюючи блок легкоплавкихмоделей усуміш з 60...70 % марша-
10
літуі30...40%гідролізованогоетил-силікату.Намоделяхутворюється тонкийшарвогнетривкоїсуміші.Дляукріпленняцьогошарублокпосипаютькварцовимпіскомідаютьпокриттювисохнутинаповітріпротягом2...4годин;зануренняповторюютьще3...8разівізсушіннямпісля кожногоразу.Наступнаоперація–витоплюваннялегкоплавкихмоделей звогнетривкоїоболонки(форми).Дляцьогоблокмоделейзоболонкою занурюють у гарячу воду (90 °С) або ставлять його в сушильну шафу. Моделітаелементиливниковоїсистемивитоплюютьізформи.Оскільки оболонкащенедоситьміцна,їїнаформовуютьуметалевіящикисухим піском і поміщають у термічну піч, де і випалюють при температурі 800...900°С.Підчасвипалюваннявигоряютьзалишкимодельноїмаси, щозалишилисяуважкодоступнихмісцяхформи.
Заливають рідкий метал у гарячу форму відразу після випалення оболонки,щодаєможливістьвиготовлятитонкостіннелитво.Виливки вибиваютьзформівідокремлюютьвідливниковоїсистеминавібраційнихмашинах.Вогнетривкумасувидалитизпорожниндужеважко,тому заключноюоперацієюєвилуговуваннязалишківоболонкипритемпературіблизько120°Суваннізлужнимрозчиномінаступнимпромиванням виливківуводі.
2.3Порядок виконання роботи
1.Модельнумасу,якаскладаєтьсяз50%парафінуі50%стеарину, поміститивтермічнупічдлярозплавлення.
2.Підготувати прес-форму. Для цього на її внутрішню порожнину нанестимастило,післячогоїїзібрати.
3.Розплавленумодельнумасузалитиупрес-формуічерездекілька хвилинрозібратиформуівийнятиготовумодель.
2.4Матеріали, інструменти, прилади
Термічнапіч,модельнамаса,прес-форма,мастило.
2.5Порядок оформлення звіту
1.Короткосформулюватиметуроботи.
2.Навести теоретичнівідомостіпро виготовлення відливок за витоплювальнимимоделями.
3.Записатипорядоквиконанняроботи.
4.Схематичнозобразитиосновніетапитехнологічногопроцесувиготовленнявідливокзавитоплювальнимимоделями.
5.Зробитивисновки.
11