

ТКМ Лабы 2 семестр
.pdf2.6Контрольні питання
1.Назвітьматеріали,зякихвиготовляютьсялегкоплавкімоделі,та вимоги,щодонихпред'являються.
2.Якітехнологічніможливостімаєспосіблиттязавитоплюваними моделями?
3.Назвітьосновніетапитехнологічногопроцесувиготовленнявиливківзавитоплюванимимоделями.
4.Наведітьперевагитанедолікиданого способулиття.
5.Наведітьприкладивиробів,якіодержуютьметодомлиттязавитоплювальнимимоделями.
12
Лабораторна робота № 3
ЛИТТЯ В КОКІЛЬ
Метароботи:вивчитисуть,особливостііпризначеннялиттявметалевіформи(кокілі),технологіюотриманнявиливківцимметодомта оцінитиїхякість.
3.1 Теоретичні відомості
Литтямукокільназиваютьпроцесотриманняфасоннихвиливків шляхомзаливаннярозплавувільнимструменемуметалеві форми.Цей спосіблиттяєдоситьпрогресивним,вінзабезпечуєвисокуякістьіекономічнийефектвумовахвеликосерійноговиробництва.Спосібзастосовуєтьсядляотриманнявиливківзрізнихсплавів,алеособливошироко з кольорових,головнимчиномзалюмінієвих.
Порівнянозлиттямвпіщано-глиняніформилиттявкокільмаєдо- сить суттєві переваги: багаторазове використання форм; збільшення в 2...4разиефективностівикористаннявиробничихплощ;зменшенняобсягуобробкирізаннямвнаслідокзменшенняприпусківнаобробку;зменшеннякількостібраку;зменшеннявитратстержневоїсумішіівиключеннязвикористанняформовоїсуміші;збільшенняякточностівиливків,так
імеханічних властивостей литого металу; скорочення циклувиготовленнявиливків.Всецесприяєзменшеннюсобівартостікокільнихвиливків на10...15%вумовахвеликосерійноговиробництва.
Кокілімаютьінедоліки:відсутністьподатливостіігазопроникності; швидкеохолодженнярозплавупризаливцісприяєзниженнюрідкотекучості і поганому заповненню форми; висока вартість кокілів; низька стійкістьприлиттічавуннихтасталевихвиливківвнаслідоквисокоїтемпературизаливкирозплаву;утвореннявибілуначавуннихвиливках,що приводитьдонеобхідностідопоміжноїоперації–відпалу.
Головнаособливістькокілів–великашвидкістьохолодженняа,зна- чить,ікристалізаціїзалитогорозплавузумовленависокимкоефіцієнтом теплопровідностіматеріалуформи,щосуттєвовпливаєнаструктуруівластивості сплаву, і як слід на якість виливків. Однак швидкість охолодження у деяких межах можна регулювати нанесенням на робочуповерхнюформиспеціальнихпокрить,атакожзміноютемпературиформи.
Кокілівикористовуютьголовнимчиномдлявиготовленнядрібних
ісередніхзавагоютарозмірамивиливків.
Конструкціякокілюзумовленаконфігурацієювиливка,розташуванням його у формі та умовами даного виробництва. До основних елементів кокілю відносять матриці (частина самої форми) і стержні.
13

Перерізкокілюможебутивертикальним,горизонтальним,складним(перерізукількохплощинах).Длядужепростихвиливківкокільможебути суцільним.
Порожнинивиливківутворюютьстрижнями,якіможутьбутиізстрижневоїсумішіабометалевими.
Металевістрижнівикористовуютьувипадках,колипорожнинипростоїформи– циліндричніабоконічні,щобстриженьможнабулолегко видалитизвиливка.Складніметалевістрижнідлязручностіїхвидалення з виливка роблять складеними. До таких, наприклад, відносять внутрішнійстриженьдляпоршняавтомобільногодвигуназалюмінієвого сплаву (рис. 3.1). Цей стрижень складається з трьох частин: однієї внутрішньої(клиноподібної)1тадвохбокових2.Спочаткупіслязаливанняформивиймаютьвнутрішнючастину1,потімпочергововидаляютьбокові,пересуваючиїхдоцентразадопомогоюштовхачів4івитягуючивверх.Післяцьоговиймаютьстрижні5,розсуваютьстінкиформи 3івидаляютьвиливок.
Покриття й облицювання ко-
кілю. Для захисту поверхні кокілю віддіїрозплавурегулюванняшвидкостіохолодженнявиливкаіпокращеннязаповнюваностіформинаробочу поверхню кокілю, металевих стрижнівіливниковоїсистеминаносятьпокриттяспеціальногоскладу. Змінюючитеплопровідністьпокриття введенням до його складуречовин з різною теплопровідністю ізмінюючитовщинуйогошару,можна зменшувати або збільшувати швидкість охолодження розплаву, тобто керувати в деякій мірішвидкістю затвердіння виливка. Це має велике значення при виготовленні виливків зчавуну, схильногодо ви-
білупризбільшеннішвидкостіохолодження.
Покриттяскладаєтьсязвичайнозкількохкомпонентів,кожнийзяких виконуєвідповіднепризначення:служитьрозчинником(вода),скріплювачем(рідкескло),наповнювачем(пиловиднийкварц,графіт,тальк,крей-
14
да, азбест).Товщина шарупокриттярізна:від долейміліметра (фарбування)до5(облицювання)...10мм(футерування).
3.2Порядок виконання роботи
1.Засвоїти метуроботи.
2.Вивчитизагальнівідомостіпролиттявкокіль.
3.Вивчитибудовулабораторногококілю.Виконатиїхескіз.
4.Підготовитикокільдороботи,вибравшираціональнийспосібзалежновідрозплаву.
5.Залитикокільрозплавом.
6.Оглянутивиливоктазробитианалізякості.
3.3Матеріали, інструменти, прилади
Термічнапіч,лабораторнийкокіль,тигельізсилуміном.
3.4Порядок оформлення звіту
1.Короткосформулюватиметуроботи.
2.Навеститеоретичнівідомостіпровиготовленнявиливокуметалевійформі.
3.Записатипорядоквиконанняроботи(описатитехнологічнийпро-
цес).
4.Схематичнозобразитиосновніескізикокілю.
5.Зробитивисновки.
3.5Контрольні питання
1.Розкрийтесутьспособулиттявкокіль.
2.Якітипикокілівбувають?
3.Охарактеризуйтеперевагитанедолікилиттявкокіль.
4.Якіпроблемивиникаютьприлиттівкокільчавуннихтасталевих виливків?
5.Чомупривиготовленністалевихвиливківукокіляхобмежуються відноснопростимизаформоютаневеликимизавагоюірозмірамивиливками?
6.Зякоюметоюнаробочіповерхнікокілівнаносятьпокриття?
7.Якікомпонентивходятьдоскладупокриття?
8.Чомупривиготовленнікокільнихвиливків,наприклад,зкольоровихсплавівпокращуютьсяїхмеханічнівластивості?
15
Лабораторна робота № 4
ВИВЧЕННЯ ТЕХНОЛОГІЇ ПРОКАТКИ МЕТАЛІВ
Метароботи:ознайомитисязтехнологієюпрокатноговиробництва.
4.1 Загальні відомості
Прокатка металів – вид пластичної обробки, коли вихідна заготовкаобтискаєтьсяобертовимивалкамипрокатногостанузметоюзменшенняпоперечногоперерізузаготовкиінаданняїйзаданоїформи.
Продукціяпрокатноговиробництвамаєдужеширокезастосування увсіхгалузяхнародногогосподарства.Вонавикористовуєтьсяувигляді заготовокрізногопрофілюдлявиготовленнядеталеймашин,верстатів, тракторів,автомобілів,вагонів,залізничнихколій;длябудівництвабудівель,мостівтаіншихспоруд.
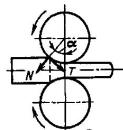
Дляздійсненняпроцесупрокаткинеобхіднапевнавеличинасилтертя. На заготівлю з боку валків діють нормальні сили N і сила тертя Т
(рис.4.1).
|
|
Кут називається кутом захоплення. Врахо- |
|
|
вуючи коефіцієнт тертя f, виразимо силутертя як |
||
|
T |
f N, і підставивши цей вираз в умовузахоп- |
|
|
лення, отримаємо sin f cos або f tg . |
||
|
Такимчином,дляздійсненнязахопленняметалувал- |
||
|
каминеобхідно,щобкоефіцієнттертяміжвалкамиі |
||
|
заготівлеюбувбільшетангенсакутазахоплення. |
||
|
|
Існуєтриосновнихспособипрокатки(рис.4.2): |
|
Рис.4.1.Схема |
повздовжня(рис.4.2,а),поперечна(рис.4.2,б)іпо- |
||
перечно-гвинтова(рис.4.2,в). |
|||
поздовжньої |
|||
|
Приповздовжнійпрокатцідеформуванняза- |
||
прокатки |
|
||
готовки2здійснюєтьсяміжвалками1і3,щообертаютьсяврізнихнапрямках.
Знайпростішоїсхемипоперечноїпрокаткивидно,щоосіпрокатних валків1і3таоброблюваноїзаготовки2паралельні.Обидвавалкаобер- таютьсяводномунапрямку,азаготівлякруглогоперерізу–упротилеж- ному.Упроцесіпоперечноїпрокаткиоброблюваназаготовкаутримується ввалкахзадопомогоюспеціальногопристосування.Обтисненнязаготівкиподіаметруінаданняїйнеобхідноїформиперетинузабезпечуються відповіднимпрофилемвалківізміноювідстаніміжними.Данимспособомвиготовляютьвироби,щопредставляютьсобоютілаобертання(кулі, осі,шестернітаін.).
16
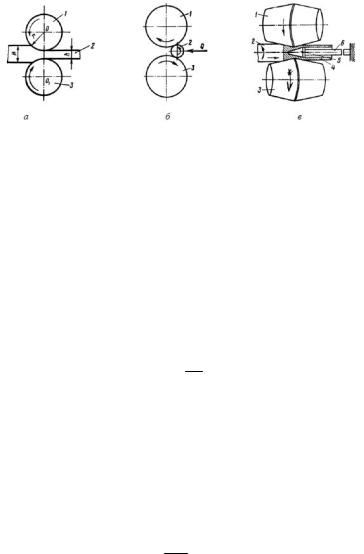
Поперечно-гвинтовапрокаткавиконуєтьсяувалках,щообертаються в одному напрямку, встановлених у прокатній кліті під деяким кутом одиндоодного(рис.4.2,в).
Рис.4.2.Схемипрокатки:
а – повздовжня; б – поперечна; в – поперечно-гвинтова:
1 – правий валок; 2 – заготовка; 3 – лівий валок; 4 – гільза; 5 – оправлення; 6 – штанга
Розрізняють листову і сортову прокатку. При листовій прокатці застосовуєтьсягладкабочкавалків.Присортовійпрокатцінабочцівалків є струмки, що утворюютьпри складаннідвохібільше валків калібр за формоюірозміраминапівфабрикату,щоотримують.
Длявиробництватонколистовогопрокатуіфольгивикористовуєтьсябагатовалковапрокатка.Уцьомувипадкупрокатказдійснюєтьсяв клітях з чотирма, шістьма, дванадцятьма і двадцятьма валками.
Узагальномувипадкуосновнимпоказникомступенядеформаціїпри прокатцієвитяжка:
F0 ,
F1
якавизначаєтьсяяквідношенняплощіпоперечногоперерізузаготовки F0 доплощіпоперечногоперерізуготовоговиробуF1.Витяжказазвичай становить1,1...1,6запрохід.
Величину Н називають абсолютним обтисканням:
H H0 H1,
а величину h – відносним ступенем обтискання:
H
h H0 100 %,
деH0 іH1 –відповідновисотанапівфабрикатудоіпіслядеформації.
17

Продуктивністьпрокатногостану,т/год,можнарозрахуватизаформулою
A 3600 G, tц
де G – маса заготовки (виливка), т; tц – час прокатки, с.
4.2 Сортамент прокатних профілів
Прокатніпрофілі–довгомірнівиробизпевноюформоюпоперечного перетину.Даніпрогрупупрофілей,щорозрізняютьсяформоюірозмірами, називають сортаментом. Весь сортамент профілів, що виготовляєтьсяпрокаткоюінараховуємільйонитипорозмірів,можнарозділити начотириосновнігрупи:сортовіпрофілі,листовийметал,трубиіперіодичніпрофілі.
Сортовіпрофілі(рис.4.3,а)ділятьнапрофіліпростоїгеометричної форми(квадрат,коло,шестигранник,прямокутник)іфасонні(швелер, рейка,кутовий,тавровийпрофілііт.д.).
Листовийметалізсталіікольоровихметаліввикористовуютьурізних отраслях промисловості. Листовусталь ділять на товстолистову(товщиною4...160мм)ітонколистову(товщиноюменше4мм).Листитовщиноюменше0,2ммназиваютьфольгою.
Періодичнийпрокатявляєсобоюзаготовку,поперечнийперерізякої періодичнозмінюється(за формоюіплощиною)вздовжосізаготовки (рис. 4.3,б). Його застосовують як фасоннузаготовкудля подальшого штампування абояк заготовкупід остаточнумеханічнуобробку.
а |
б |
Рис.4.3.Прикладисортових(а)іперіодичних(б)профілів
18
Прокатціпіддають до 90 % всієї сталі, що виплавляється, ібільшу частинукольоровихметалів.Припрокатціметалпластичнодеформуєтьсяобертовимивалками.Взаємнерозташуваннявалківізаготовки,формаічисловалків можутьбутирізними.
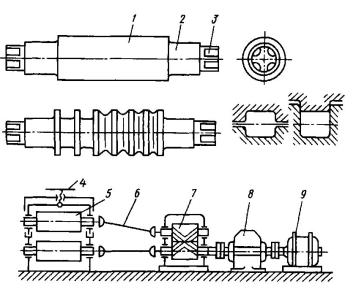
Інструментомдляпрокаткиєвалки,якізалежновідпрофілюпрокатаможутьбутигладкими(рис.4.4,а),щозастосовуютьсядляпрокатки листів,стрічоктощо;ступінчастими,наприклад,дляпрокаткиштабової сталі,ірівчаковими(рис.4.4,б)–дляотриманнясортовогопрокату.
Рівчакомназиваютьвирізнабічнійповерхнівалка,асукупністьдвох рівчаківутворюєпорожнину,яканазиваєтьсякалібром(рис.4.4,в).
Шийки валків обертаються в підшипниках, які уодного з валків 5 (рис.4.4,г)можутьпереміщатисяспеціальнимнатискниммеханізмом4 длязмінивідстаніміжвалкамитарегулюваннявзаємногорозташування їх осей. Комплект прокатних валків із станиною називають робочою кліттю, яка разом зі шпинделем для приводувалків 6, шестеренною кліттю 7 для передачі обертання з одного на два вали, редуктором 8, муфтамиіелектродвигуном9утворюєробочуюлініюпрокатногостану.
а
бв
г
Рис.4.4.Валкиісхемаїхприводувробочійлініїпрокатногостану:
а– гладкий вал; б – рівчаковий валок; в – відкритий і закритий калібри;
г– схема робочої лінії прокатного стану
19

Робочіклітіпо числуірозташуванню валків можутьбути двохвалкові(див. рис. 4.1); чотиривалкові (рис. 4.5,а), в якихдва валки робочі і дваопорні;багатовалкові(рис.4.5,б),уяких
двавалкиробочі,арештаопорні.
Калібруванням валків називають по-
слідовністькалібрів,розташованихнавалках прокатногостану,щозабезпечуютьотримання профілю заданих розмірів. У кожному калібрі залежно від типустануметал прока-
а |
б |
тують за один або кілька проходів, урезуль- |
|
Рис.4.5.Схемичотиривал- |
|||
таті чого отримують заготовку необхідного |
|||
кової(а)ібагатовалкової |
перерізу(рис.4.6). |
||
|
(б)прокатки |
||
4.3 Порядок виконання лабораторної роботи
Длявиконаннялабораторноїроботивикористовуєтьсялабораторний прокатнийстандляпрокаткиперіодичногопрофілю.
1.Вимірятирозміривихідноїзаготовки.
2.Включитипривідлабораторногопрокатногостану.
3.Податизаготовкувзонудеформації.
4.Вимірятирозміризаготовкипісляпрокатки.
5.Визначитивитяжкуматеріалу.
Рис.4.6.Калібруваннятривалковоїробочоїкліті
4.4 Матеріали, інструменти, обладнання
Заготівлязісвинцю,розмірами30 30 500мм;лабораторнийпрокатнийстан;штангенциркуль.
20
4.5Порядок оформлення звіту
1.Метароботи.
2.Короткахарактеристикапроцесупрокатки.
3.Описекспериментальноїроботизвизначеннямвитяжкиметалу.
4.6Контрольні питання
1.Що таке прокатка металу?
2.Що таке сортамент прокату?
3.Щотакеперіодичнийпрокат?
4.Якийінструментзастосовуєтьсяприпрокатці?
5.Щотакекалібруваннявалків?
21