

3.2. Технологические процессы ремонта рам, кузовов и кабин
3.2.1. Ремонт рам Рама и тягово-сцепной прибор
Рама является остовом автомобиля, служит для восприятия нагрузок, передаваемых подвеской, и предназначена для обеспечения монтажа двигателя, агрегатов трансмиссии и ходовой части, механизмов органов управления, агрегатов дополнительного оборудования, кабины и платформы.
Рама автомобилей КамАЗ штампованная, клепаная, состоит из двух лонжеронов, соединенных поперечинами. Ширина рамы за кабиной 865 мм. Для обеспечения установки силового агрегата рама в передней части расширена на 90 мм.
Конструкции рам отдельных модификаций автомобилей КамАЗ аналогичны и отличаются в зависимости от базы автомобиля длиной лонжеронов, кроме того, в зависимости от назначения модификаций количеством и расположением поперечин, конструкций отдельных поперечин и их отдельных элементов, а также наличием усилительных накладок.
Устройство рамы автомобиля КамАЗ-5320 представлено на рис. 9.
Лонжероны 15 и 16 швеллерного сечения, высота вертикальной полки 260 мм. Лонжероны изготовлены из листовой стали 15ГЮТ толщиной 8мм и соединены между собой семью поперечинами. Высота и сечение лонжеронов по длине непостоянны, наибольшее сечение расположено между второй и пятой поперечинами, а к концам лонжерона оно уменьшается. Передние концы лонжеронов опущены вниз, а нижняя полка лонжеронов, кроме того, имеет специальный выгиб, обеспечивающий более удобное размещение передней подвески. К передним концам лонжеронов на трех заклепках каждый приклепаны кронштейны крепления переднего буфера 1.
Все поперечины рамы штампованные. Поперечины, элементы их крепления и усиления, за исключением пятой и задней поперечин, изготовлены из стали 20 толщиной 5 и 6 мм. Для предотвращения прогиба нижних полок лонжеронов при «пробоях» подвески в зоне установки передней оси, среднего и заднего мостов внутри лонжеронов установлены усилительные вставки 7, 19 и 27.
Правая и левая вставки лонжеронов передней оси взаимозаменяемы между собой, а вставки среднего и заднего мостов – между собой.
Первая поперечина специального профиля предназначена для соединения лонжеронов и установки передних опор кабины. Поперечина установлена в передней части лонжеронов и приклепана к их верхним горизонтальным полкам.
Дополнительно поперечина крепится к лонжеронам опорными кронштейнами и раскосами. Раскосы первой поперечины установлены снизу поперечины внутри лонжеронов. Каждый раскос приклепан к полкам поперечины и к нижней полке лонжерона.
Опорные кронштейны установлены снаружи лонжеронов и крепятся заклепками к полкам поперечины и к вертикальной полке лонжерона.
Для обеспечения возможности крепления буксирных крюков в нижней части раскосов и полке поперечины предусмотрены отверстия.
Вторая поперечина установлена в зоне крепления заднего кронштейна передней подвески и состоит из двух половин 8 и 9, склепанных между собой. Обе половины одинаковы. Поперечина в сборе крепится к вертикальным полкам лонжеронов на четырех заклепках к каждому. Конфигурация поперечины выполнена таким образом, чтобы обеспечить свободную установку силового агрегата.
Третья поперечина установлена в месте начала расширения рамы, состоит из двух половин 13 и 14 швеллерного сечения, соединенных между собой. Обе половины одинаковы по конструкции. Поперечина в сборе крепится к вертикальным полкам каждого лонжерона четырьмя заклепками.
Четвертая поперечина состоит из поперечины 18 и усилителя 17, расположенного снизу. Поперечина и усилитель в средней части образуют коробчатое сечение. Поперечина приклепана к вертикальным стенкам лонжеронов четырьмя заклепками с каждой стороны. Усилитель крепится к горизонтальным полкам поперечины шестью заклепками и четырьмя заклепками к вертикальным стенкам лонжеронов. Конфигурация поперечины подобрана таким образом, чтобы обеспечить свободное перемещение в вертикальной плоскости карданного вала среднего моста.
Пятая поперечина соединяет лонжероны в зоне установки балансирной подвески. Поперечина составная, многоэлементная и состоит из передней 22 и задней 23 поперечин, проставок лонжеронов и средней косынки 20. Поперечины и проставки лонжеронов отштампованы из стали марки 15ГЮТ толщиной 8 мм, косынки – из стали толщиной 5 мм.
Передняя и задняя части поперечины 22 и 23 одинаковы по конструкции. Они имеют профиль швеллерного сечения и склепаны между собой четырьмя заклепками. Снизу к полкам поперечин приклепаны проставки лонжеронов швеллерного сечения. Правые проставки швеллерного сечения с одинаковыми верхними и нижними полками. Проставки одинаковы.
Левые проставки также швеллерного сечения, у которого нижняя полка имеет большую ширину, чем верхняя.
Каждая пара проставок соединена между собой двумя заклепками. Поперечина в сборе соединяется с лонжеронами с помощью верхних, средних и нижних косынок.
В вертикальных стенках лонжеронов предусмотрено по восемь, а у средней и нижней косынок по четыре отверстия для крепления кронштейнов задней подвески.
|
|
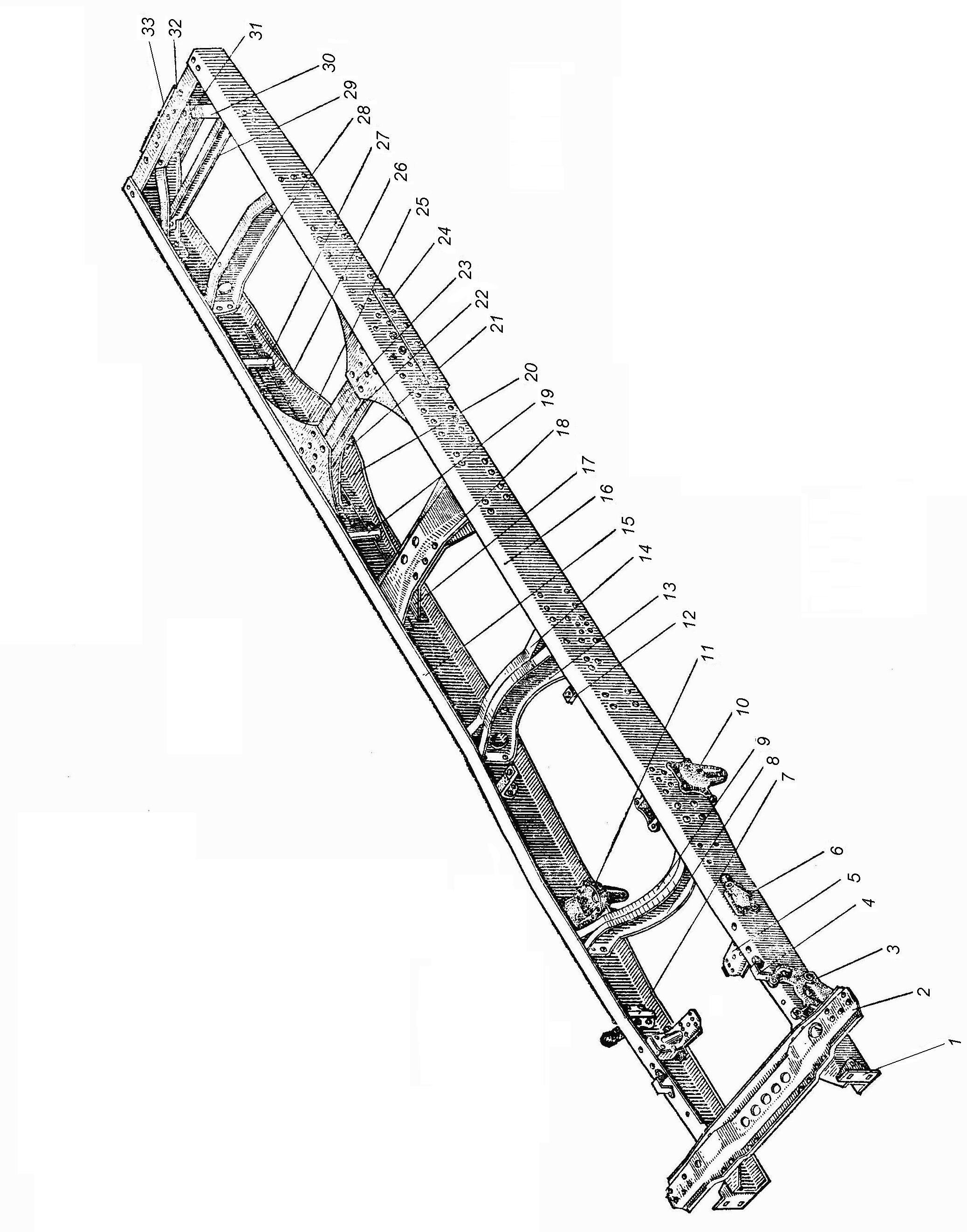

Шестая поперечина 28 выполнена из профиля швеллерного сечения и тремя заклепками с каждой стороны приклепана к вертикальным стенкам лонжеронов.
Задняя, или замыкающая, поперечина 32 установлена в задней части лонжеронов. Поперечина швеллерного сечения отштампована из стали 20. Поперечина с каждого конца приклепана к верхней и к нижней полкам лонжеронов.
Для усиления поперечины к ее верхней и нижней полкам приклепаны раскосы 30 швеллерного сечения. Раскосы изготовлены из стали 20 толщиной 5,5 мм. Для увеличения жесткости к раскосам на болтах крепится стяжка 29. Задняя поперечина дополнительно усилена накладкой 33, приклепанной к ней в средней части.
В задней поперечине предусмотрено отверстие для установки тягово-сцепного прибора (рис. 10). Тягово-сцепной прибор с двусторонней амортизацией предназначен для обеспечения буксировки прицепов и восприятия динамических ударов и толчков, возникающих при этом.
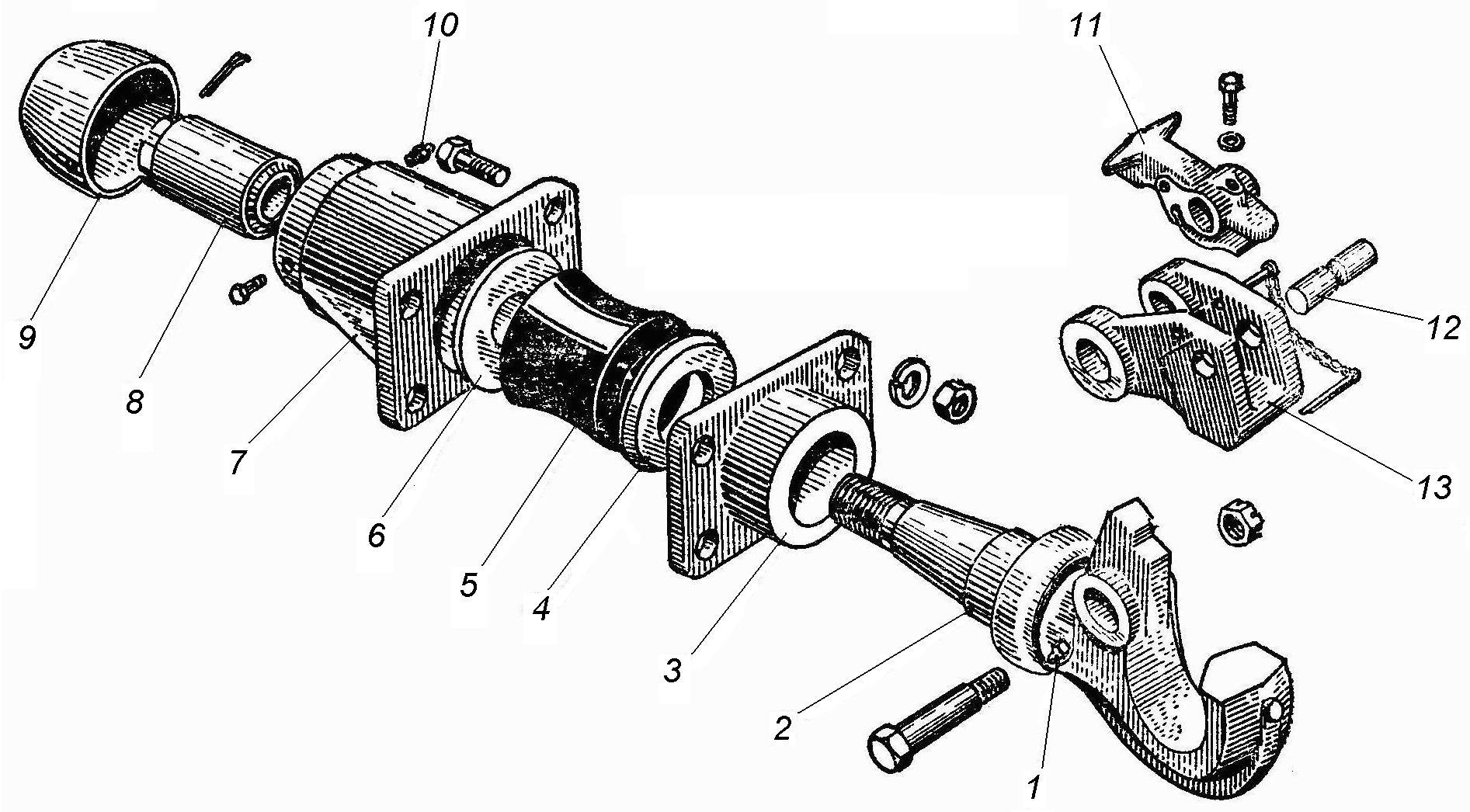
Рис. 10. Тягово-буксирный прибор:
1 – масленка для смазки стебля крюка; 2 – буксирный крюк; 3 – крышка корпуса; 4, 6 – опорные шайбы; 5 – упругий элемент; 7 – корпус буксирного прибора; 8 – гайка буксирного крюка; 9 – колпак; 10 – масленка для смазки гайки крюка; 11 – предохранитель; 12 – палец; 13 – защелка
Тягово-сцепной прибор состоит из корпуса 7, крышки корпуса 3, буксирного крюка 2, упругого резинового элемента 5, гайки буксирного крюка 8 и колпака 9. Буксирный крюк вставляется в крышку корпуса, которая вместе с корпусом четырьмя болтами крепится к задней поперечине. На передний конец крюка навинчивается гайка. Внутри корпуса на конической части крюка через упорные шайбы установлены резиновый буфер 5, опирающийся в торец корпуса, и крышка корпуса. Наружная поверхность упругого элемента имеет форму гиперболоида, которая при сжатии выпучивается и принимает форму цилиндра, прижимаясь к внутренней поверхности корпуса. Поверхности соприкосновения крюка с крышкой и гайки с корпусом смазаны и снабжены пресс-масленками.
Для предотвращения самопроизвольного расцепления с прицепом крюк снабжен предохранительным замком и накидной защелкой.